Eterna Global Solutions
C-52 Block-C, Sector 80
Noida Uttar Pradesh,
201306, India
Eterna Global Solutions
C-52 Block-C, Sector 80
Noida Uttar Pradesh,
201306, India
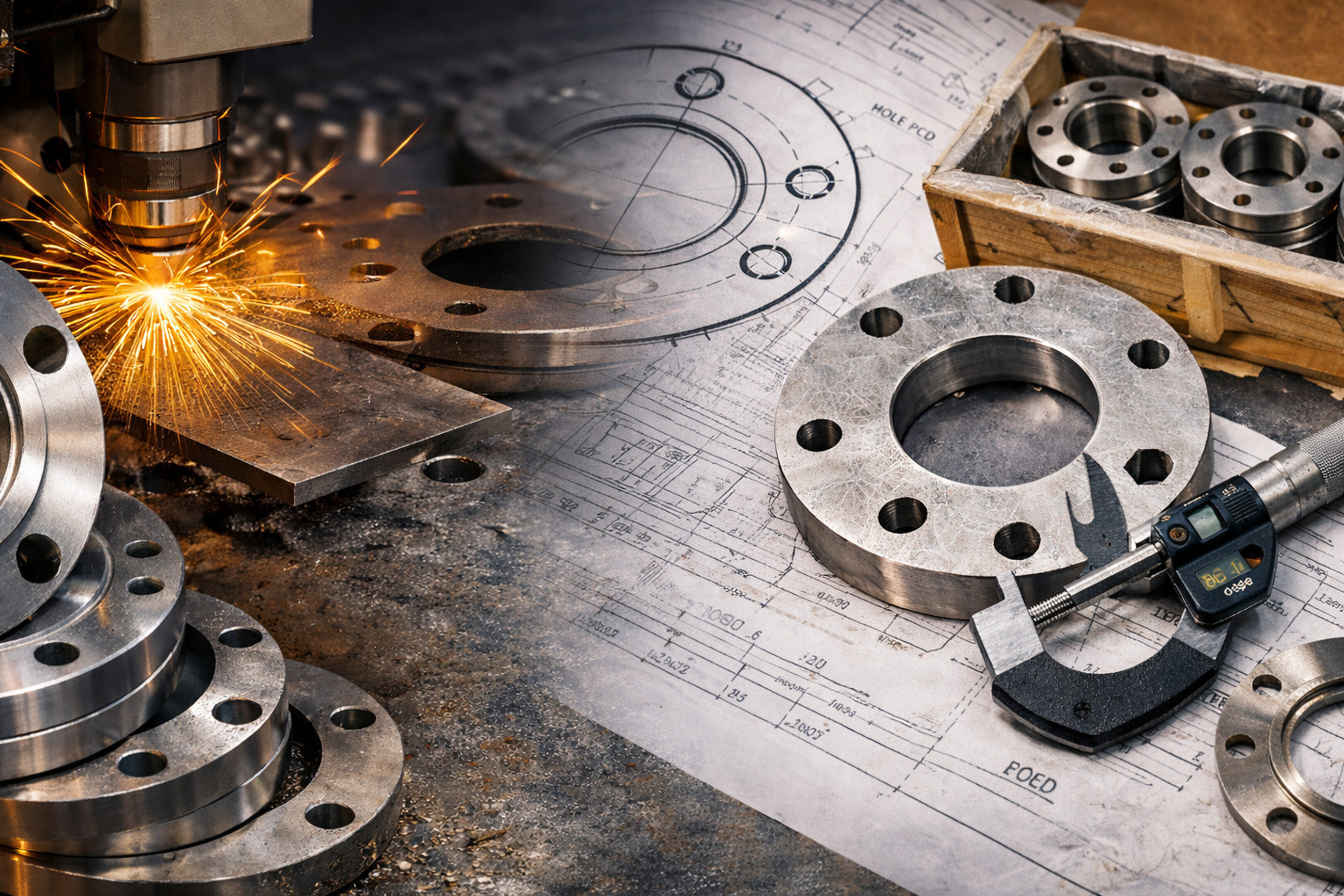
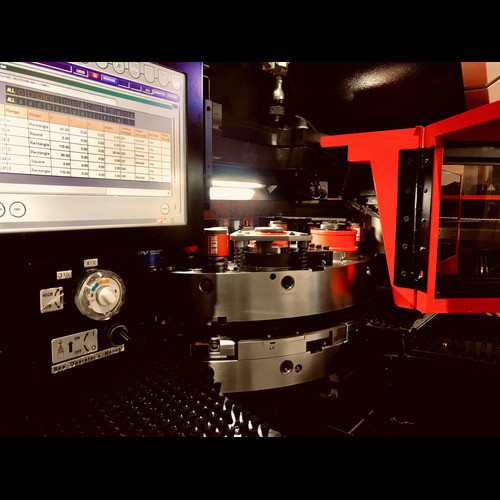
Eterna Global Solutions LLP operates synchronized CNC blanking facilities at its Noida manufacturing unit, combining fiber laser cutting (up to 3 kW) and CNC turret punching to produce precision sheet metal profiles for enclosures, server racks, telecom cabinets, brackets, panels, and OEM assemblies. Our fiber laser cuts mild steel up to 16 mm, stainless steel up to 8 mm, and aluminium up to 6 mm, with positional accuracy of ±0.03 mm and cutting repeatability of ±0.05 mm across the full 3,015 × 1,515 mm bed.
Both machines are programmed through dedicated nesting and CAM software that optimizes sheet utilization, minimizes material waste, and generates machine-ready code directly from our design team’s CAD outputs. This integrated workflow eliminates manual programming errors and typically achieves 85–92% material utilization on production batches — compared to an industry average of 70–78% with manual nesting. For our customers, this translates directly to lower per-part material costs.
Our punching machines carry an extensive tooling library of 200+ standard tool stations, enabling distinctive pattern profiling, louvres, embossing, countersinks, and on-turret forming — reducing or eliminating secondary operations that add cost and lead time. The laser and punch operate in tandem on a 24-hour production schedule, with trained operators performing in-process dimensional checks on every batch using calibrated measuring instruments. All machines undergo preventive maintenance on a fixed monthly cycle to ensure consistent output quality and uptime.
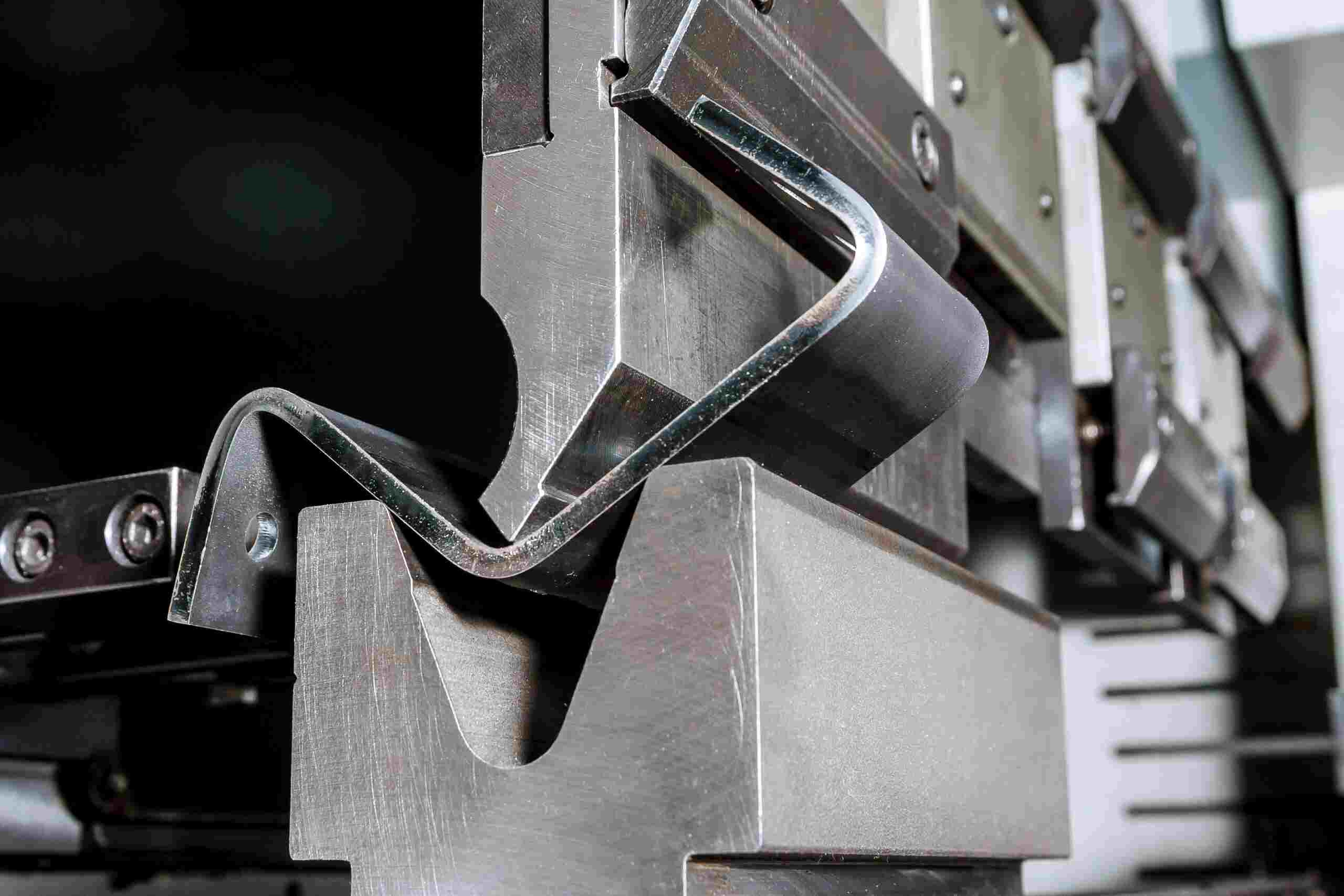
CNC blanking is the first manufacturing operation in sheet metal fabrication. It involves cutting flat sheet material into precise 2D profiles (blanks) using computer-controlled machines — either a fiber laser or a CNC turret punch press. These blanks then proceed to forming, welding, hardware insertion, and finishing. The accuracy of the blank directly determines the quality of every downstream operation, which is why blanking precision is critical to final part quality.
We operate fiber laser and CNC punch in a synchronized cell. The laser handles contour cutting, fine features, and thick materials where thermal precision matters. The punch handles repetitive hole patterns, louvres, embossing, and on-turret forming where speed and secondary-operation elimination matter. Our nesting software decides which features go to which machine for optimal cost and quality on each job.
Our fiber laser is the primary profiling machine for contour cutting, intricate geometries, fine slots, small holes, and thick material processing. Fiber laser technology produces a narrower kerf width (typically 0.1–0.3 mm) than CO? lasers, resulting in less material loss and finer feature resolution.
Our CNC punch press handles high-speed repetitive hole patterns, louvres, embossing, countersinks, and formed features directly on the turret — operations that would require separate secondary tooling if done after laser cutting. For parts with many identical features (e.g., perforated panels, ventilation grilles, mounting hole arrays), punching is significantly faster and more cost-effective than laser.
Nesting software is the bridge between our design team’s CAD outputs and the CNC machines. It takes flat pattern DXFs, arranges them optimally on standard sheet sizes, assigns features to laser or punch, generates NC code, and calculates material usage — all before a single sheet is loaded.
The choice of assist gas during laser cutting directly determines edge quality, oxide formation, and whether secondary deburring is required. We maintain both nitrogen and oxygen supply lines integrated into the laser, switchable per job or even per feature within a single part.
Contour profiles — any non-standard perimeter shape, radius, or curve. Fine features — slots narrower than 2 mm, small holes (<1 mm diameter), tabs, and bridges. Thick material — anything above 4 mm where punch tonnage becomes a limitation. Stainless steel and aluminium — where nitrogen-assist produces oxide-free edges. Prototypes and short runs — no tooling setup required, so the first part costs the same as the hundredth.
Repetitive hole patterns — cage-nut squares, mounting holes, ventilation grids with identical features repeated hundreds of times. Formed features — louvres, countersinks, embossed ribs, dimples, lance-and-form tabs that would otherwise require a separate press operation. High-volume thin material — for parts in 0.5–3 mm material with mostly holes and simple perimeters, punching is faster and cheaper per part than laser.
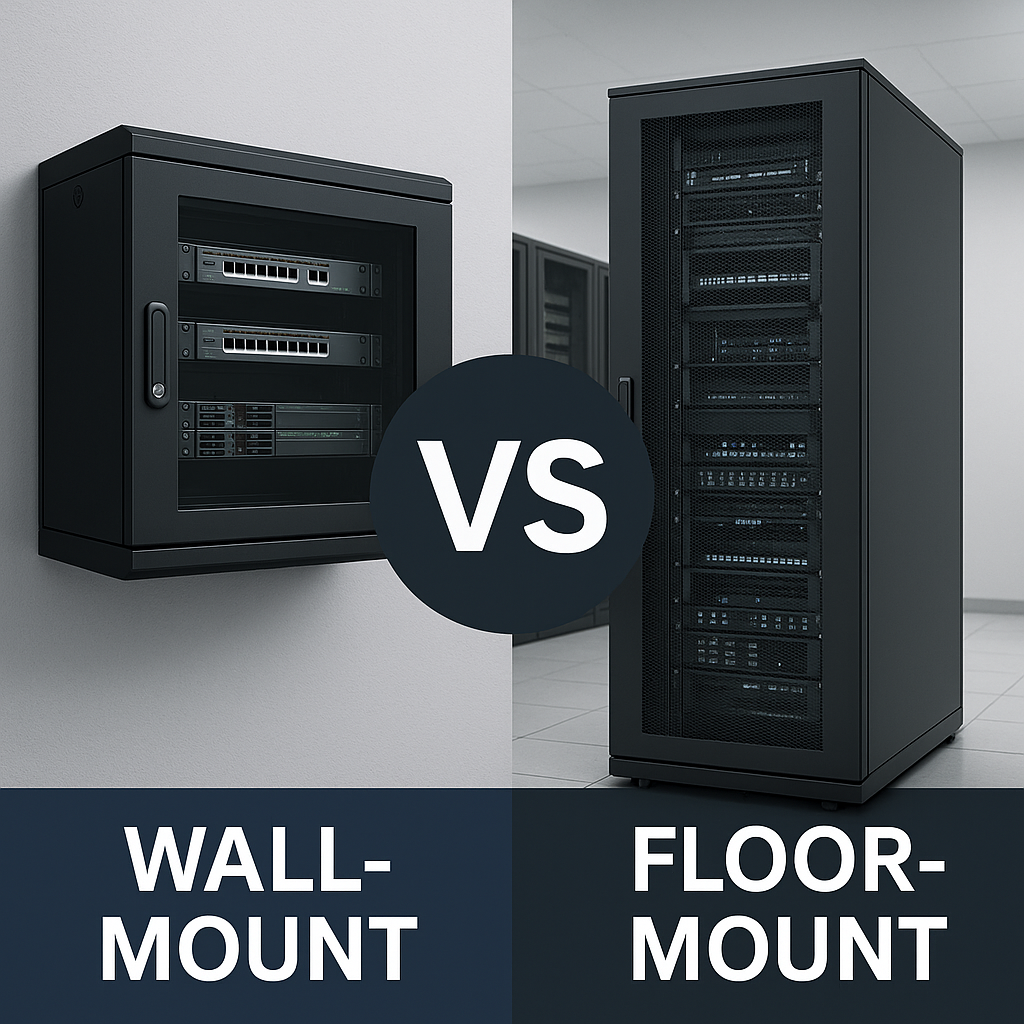
Many enclosure components benefit from both processes on the same part. Example: a 42U server rack side panel may have its perimeter and cable-entry cutouts laser-cut for precision, while the ventilation louvre array and 200+ cage-nut holes are punched for speed. Our nesting software generates a combined program that routes each feature to the optimal machine automatically.
Laser-only processing for a typical enclosure panel with mixed features costs approximately 20–30% more than hybrid laser + punch processing, primarily because laser is slower on repetitive identical features. We always recommend the most cost-effective process split and flag it during our DFM review stage, before production begins.
Material issue & sheet preparation
Raw material verification + sheet loading
Sheet material is issued from stores against a specific production order. Before loading, the operator verifies material grade, thickness, and sheet dimensions against the job card.
Nesting and NC program loading
Optimized layout → machine-ready code
The pre-programmed nesting layout is loaded from our CAM system. For first-time jobs, the nesting engineer finalises the layout, assigns features to laser or punch, and generates the NC program. For recurring jobs, the saved and versioned program is recalled.
Fiber laser cutting
Contours, slots, cutouts, thick material
The fiber laser executes all assigned contour cuts, slots, cutouts, and features where thermal precision and edge quality matter. Assist gas is selected per material and buyer specification.
CNC punching & on-turret forming
Holes, louvres, embossing, countersinks
If the part requires punched features, the laser-cut blank (or raw sheet for punch-only jobs) is loaded onto the CNC punch press. The turret indexes to the required tools automatically per the NC program.
Deburring & edge preparation
Clean edges for safe handling and downstream quality
After blanking, parts are deburred as required. Nitrogen-assist laser cuts on stainless steel and aluminium typically require no deburring. Oxygen-assist cuts on thick mild steel and all punched edges are deburred manually or by machine.
In-process inspection & release
Dimensional verification before forming
Every batch is dimensionally inspected before release to the next operation (typically CNC bending/forming). Catching a dimensional error at the blank stage costs a fraction of discovering it after bending, welding, or coating.
Mild Steel (CRC/CRCA): IS 513-D, 0.5–16 mm. Our most commonly cut material for indoor enclosures, server rack panels, brackets, and structural frames. Laser cut with O? above 3 mm for speed, N? below 3 mm for clean edges.
Hot Rolled Steel (HRC): IS 2062 Gr. E250, 2.0–16 mm. Cut for heavy-duty base plates, gussets, and load-bearing structural components. O? assist standard.
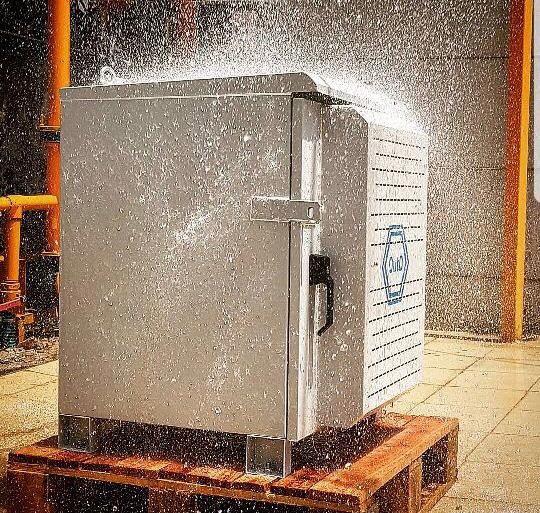
Galvanized Steel (GI/GP): IS 277, 0.6–3.0 mm. Standard for outdoor telecom cabinets and battery enclosures. N? assist recommended to prevent zinc oxide buildup on cut edge, preserving corrosion protection.
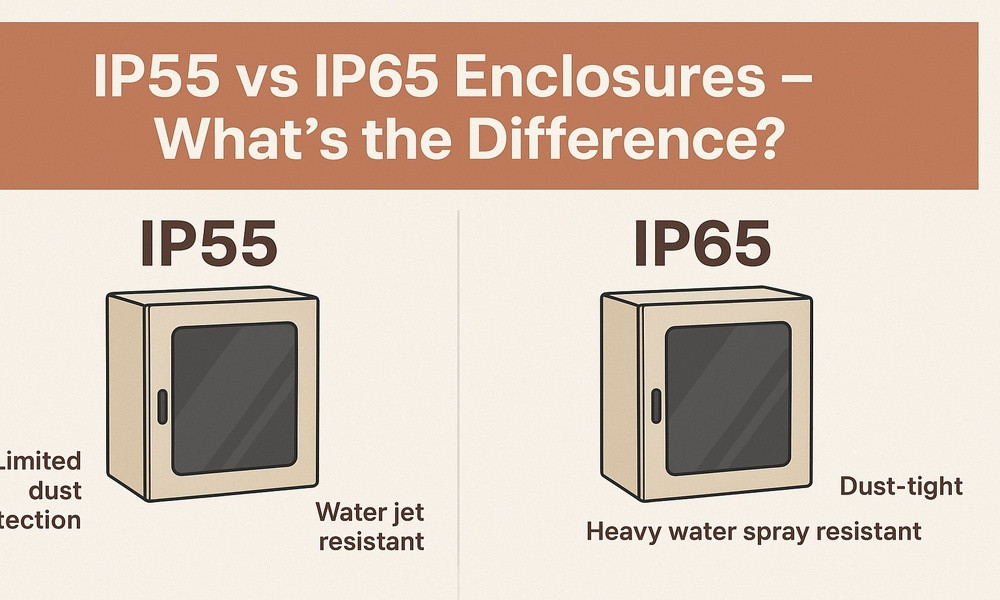
Stainless Steel: SS 304 (ASTM A240 / IS 6911) and SS 316, 0.5–8.0 mm. N? assist mandatory for bright, oxide-free edges. Used for IP-rated outdoor enclosures, food-grade applications, marine environments, and brushed-finish visible panels.
Aluminium: 5052-H32 and 6061-T6, 0.8–6.0 mm. N? assist mandatory. Used for lightweight enclosures, heatsinks, RF shielding, and applications where weight reduction matters.
Brass: CuZn37 (C27200), 0.5–4.0 mm. Cut for decorative panels, electrical busbars, and terminal strips. N? assist for clean edges.
Copper: C11000 (ETP), 0.5–3.0 mm. Cut for electrical busbars, grounding straps, and heat-dissipation components. Requires reduced cutting speed due to high thermal conductivity and reflectivity.
1,250 × 2,500 mm (most common for CRC, GI, SS)
1,500 × 3,000 mm (for large enclosure panels and reduced waste on long parts)
1,000 × 2,000 mm and 1,220 × 2,440 mm (available on request from stockholders)
Every operator is trained to inspect sheets and blanks with a “fine-tooth comb” approach. Before cutting begins, the operator verifies material grade, thickness, and surface condition. During cutting, the first piece is dimensionally checked against the drawing. Throughout the batch, sampling inspections catch drift before it becomes scrap. After cutting, every part is visually inspected for burr, dross, and edge quality before release.
Both laser and punch undergo preventive maintenance on a fixed monthly schedule covering optics cleaning/alignment (laser), tool sharpening/replacement (punch), axis calibration, and consumables replacement. Daily pre-shift checks include lens condition, nozzle centering, assist gas pressure, and axis homing accuracy. This discipline ensures consistent output quality and minimizes unplanned downtime that disrupts delivery schedules.
Digital vernier calipers (±0.01 mm), digital micrometers, height gauges, bore gauges, radius gauges, go/no-go pin gauges, and steel rules. Instruments calibrated annually per ISO 17025 traceable standards. For critical first articles, measurements can be recorded on a formal FAI report with dimensional data per drawing callout.
Every blanked batch is tagged with: production order number, material grade + thickness + supplier, machine used (laser or punch), operator ID, date, and drawing revision. This tag follows the parts through all downstream operations (bending, welding, coating, assembly) so any quality issue can be traced back to the specific sheet and cutting batch.
Send your DXF files, STEP models, or drawings — we respond with a blanking plan, material recommendation, and quotation within 24–48 hours.












-20082508144130.jpg)
-20082508385589.jpg)


-29112509574730.jpg)



-18122502213226.png)