-07112401405941.jpg)

Eterna Global Solutions
C-52 Block-C, Sector 80
Noida Uttar Pradesh,
201306, India
Eterna Global Solutions
C-52 Block-C, Sector 80
Noida Uttar Pradesh,
201306, India
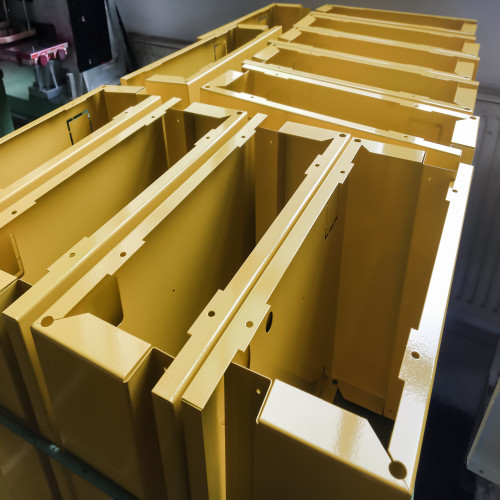
Eterna Global Solutions LLP operates a conveyorised powder coating line at its Noida manufacturing facility, providing in-house surface finishing for sheet metal enclosures, server racks, telecom cabinets, battery housings, panels, brackets, and OEM assemblies. We source powder exclusively from premium global manufacturers — AkzoNobel Interpon, Asian Paints, and Jotun Coatings — giving our customers access to a wide colour selection, consistent batch-to-batch colour matching, and documented powder specifications for each production order.
Our coating line accepts parts up to 3,000 mm tall × 1,200 mm wide × 1,000 mm deep — large enough to coat a fully assembled 47U server rack in a single pass. Parts then move through the conveyorised powder booth where electrostatically charged powder is applied using quick-change spray guns that allow colour changeover in under 15 minutes — making short-run custom colours economically viable.
After coating, parts enter the curing oven at 180–200°C for 15–20 minutes, cross-linking the thermoset powder into a hard, durable finish with typical film thickness of 60–80 microns. Every batch is tested: DFT (dry film thickness) gauge checks at random points, cross-cut adhesion tests (per ISO 2409), and bend tests (per ISO 1519) to verify coating flexibility and bonding. Standard colour for server racks is RAL 7035 (light grey), telecom cabinets RAL 7032 (pebble grey), and battery enclosures RAL 7016 (anthracite grey) — with any RAL chart colour available on request.
Powder coating is a dry finishing process where electrostatically charged polymer powder particles are sprayed onto a grounded metal surface, then heat-cured in an oven to form a hard, continuous film. Unlike liquid paint, powder coating contains no solvents, produces near-zero VOC emissions, and creates a thicker, more uniform, and more durable finish in a single application. It is the industry standard for sheet metal enclosures, server racks, and telecom infrastructure because it provides superior corrosion resistance, UV stability, scratch resistance, and colour consistency compared to wet paint.
Our process is fully conveyorised — parts move continuously through coating and curing on an overhead conveyor system, ensuring consistent process times, even heat distribution, and high throughput. Electrostatic spray guns apply the powder, and the curing oven cross-links the coating at controlled temperature. Quick-change equipment enables rapid colour switchovers with minimal downtime or cross-contamination between colours.
Parts travel on an overhead monorail conveyor through coating, curing, and cool-down in a continuous flow. This reduces manual handling, improves consistency, and supports high throughput.
The powder booth is a controlled, ventilated enclosure where electrostatic spray guns charge powder particles to 60–100 kV and direct them onto the grounded workpiece. Overspray is captured by the booth’s recovery system for reuse, minimising powder waste.
The curing oven cross-links the thermoset powder into a hard, durable film. Temperature uniformity throughout the oven chamber is critical — uneven curing causes soft spots, colour variation, or reduced durability.
Our electrostatic spray guns are designed for rapid colour changeover without cross-contamination. Each gun assembly can be purged, cleaned, and loaded with new powder in minutes, enabling multiple colours per shift.
Incoming inspection & masking
Surface check • threaded holes protected • fixture points masked
Parts arriving from fabrication and welding are inspected for surface readiness: weld grinding quality, spatter removal, edge dressing, and overall cleanliness. Any surface defects that would show through the powder coat are flagged for rework before coating proceeds.
Drying / surface readiness check
Ensure the part is dry • dust-free • ready for coating
Before powder application, parts are verified to be dry and free of loose dust. Any moisture can cause craters, pinholes, or adhesion issues in the cured film. Recessed areas, seams, and drain holes are checked carefully.
Electrostatic powder application
Corona guns • 60–80 µm target • full coverage
Powder is applied in the controlled-environment spray booth using electrostatic corona guns. The operator adjusts voltage and flow rate per part geometry, with special attention to recessed areas where the Faraday cage effect can cause thin spots.
Curing at 180–200°C
Thermoset cross-linking • 15–20 min at metal temp
The coated parts enter the curing oven where heat melts the powder, flows it into a uniform film, and cross-links the thermoset resin into a hard, chemically resistant finish. Under-curing produces a soft, easily scratched coating. Over-curing can cause yellowing or brittleness.
Cool-down, de-masking, and final inspection
Visual + DFT + adhesion + bend tests per batch
After curing, parts cool in a controlled zone before handling. Masking is removed and each part undergoes final quality inspection before release to assembly or packing.
We source powder exclusively from established, globally recognised manufacturers to ensure colour consistency, batch repeatability, and documented technical specifications:
AkzoNobel Interpon: Global leader in powder coatings. Interpon D-series (architectural), A-series (industrial), and speciality lines available.
Asian Paints (Apco Coatings): Reliable industrial colours with strong availability for standard production finishes.
Jotun Coatings: Known for industrial-grade durability and outdoor performance where corrosion resistance and UV stability are priorities.
RAL 7035 (Light Grey): Standard for 19″ server racks and IT infrastructure. Fine texture.
RAL 7032 (Pebble Grey): Common for telecom cabinets. Smooth or fine texture.
RAL 7016 (Anthracite Grey): Popular for battery enclosures and premium housings. Smooth semi-gloss.
RAL 9005 (Jet Black): A/V racks, broadcast equipment enclosures. Fine texture.
RAL 9003 (Signal White): Clean-room and medical housings. Smooth gloss.
Custom RAL: Any colour from the RAL Classic chart available on request (MOQ/lead time may apply).
Fine texture (semi-matte): Most popular for enclosures — hides minor marks and fingerprints.
Smooth gloss (70–90 GU): Premium look; requires excellent surface prep.
Smooth semi-gloss (30–60 GU): Balanced finish for industrial products.
Sand texture (coarse): Rugged, scratch-hiding finish for heavy-duty applications.
Wrinkle / leatherette: Decorative textured finish for instrument panels and aesthetic applications.
Anti-microbial: For healthcare and hygiene-sensitive surfaces.
High-temperature: Silicone-modified powders rated to 250–400°C (application dependent).
Chemical-resistant: Epoxy-heavy formulations for solvent/chemical exposure.
Super-durable polyester: Enhanced UV-resistance for outdoor enclosures where long-term colour retention is required.
Dry Film Thickness (DFT): Measured with calibrated electromagnetic DFT gauge on random parts per batch. Target: 60–80 µm standard (or as specified).
Cross-cut adhesion test (ISO 2409): Tape pull adhesion rating must meet acceptance criteria (typically Class 0 or 1).
Bend test (ISO 1519): Coated test panel bent over mandrel to verify flexibility without cracking/delamination.
Impact test (ISO 6272): Verifies resistance to mechanical impact without cracking.
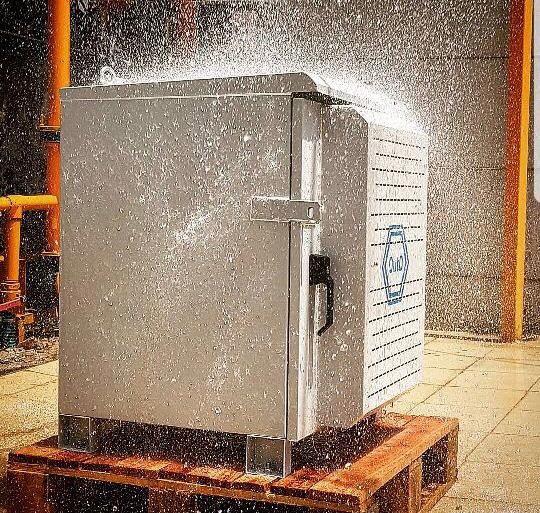
Salt spray test (ISO 9227): Through third-party labs where certified reports are required.
Gloss measurement (ISO 2813): Confirms gloss level meets specification.
Colour verification (ΔE): For critical colour matching against approved reference panel.
Cure verification (MEK rub): Confirms proper cure after oven maintenance or first batch of a new powder.
Send your requirements with RAL colour, part dimensions, and quantity — we quote coating within 24–48 hours.












-20082508144130.jpg)
-20082508385589.jpg)


-29112509574730.jpg)



-18122502213226.png)