-07112403433276.jpg)

Eterna Global Solutions
C-52 Block-C, Sector 80
Noida Uttar Pradesh,
201306, India
Eterna Global Solutions
C-52 Block-C, Sector 80
Noida Uttar Pradesh,
201306, India
Eterna Global Solutions LLP operates a dedicated integration and assembly department at its Noida facility where coated sub-assemblies come together into fully built, tested, and installation-ready products. This is the final stage of our in-house manufacturing chain: parts that have been laser-cut, press-brake formed, welded, and powder coated are assembled per the designer’s assembly instructions into finished enclosures, racks, and cabinets — complete with doors, locks, gaskets, 19″ rails, cable management, and all mechanical fitments.
What distinguishes Eterna’s assembly capability is that we go beyond mechanical assembly into full electrical integration. We install and wire MCBs, surge protectors (SPDs), busbars, terminal blocks, wire harnesses, fans, thermostats, LED lighting, power distribution units (PDUs), and earthing systems inside your enclosures — so cabinets leave our premises fully assembled and ready for on-site installation with zero additional work required at the deployment location.
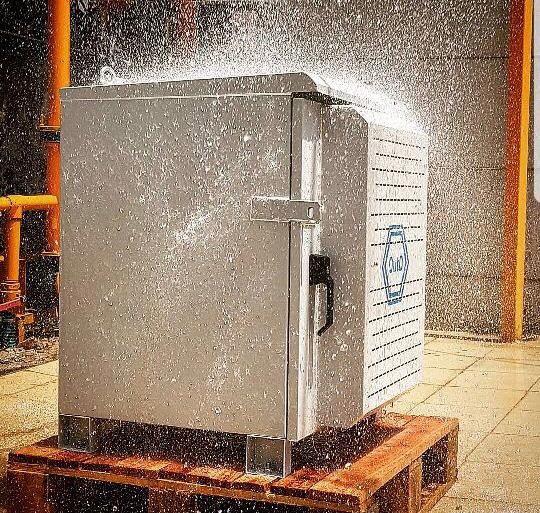
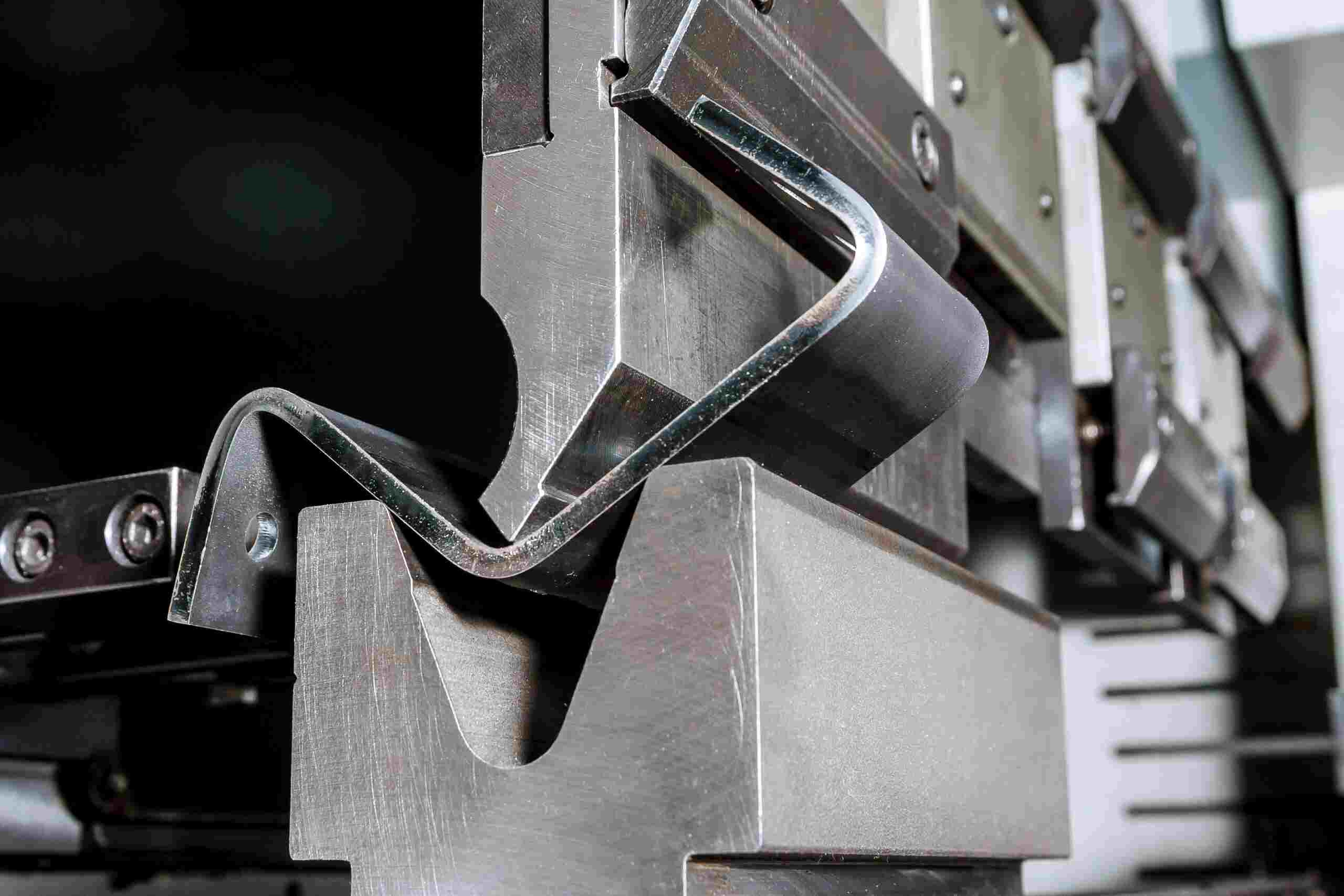
Being primarily a manufacturer of IP-rated outdoor cabinets, every single cabinet at Eterna goes through in-house water ingress testing using our recyclable water test setup to verify the specified IP rating before dispatch. We use sealing products from Dow Corning (now Dow Silicones) and ALP Gaskets to ensure the gasket and sealing system meets the target IP55, IP65, or IP66 rating for long-term field performance. A network of pneumatic assembly lines powers our riveting, fastening, and torque tools for fast, consistent assembly across production batches.
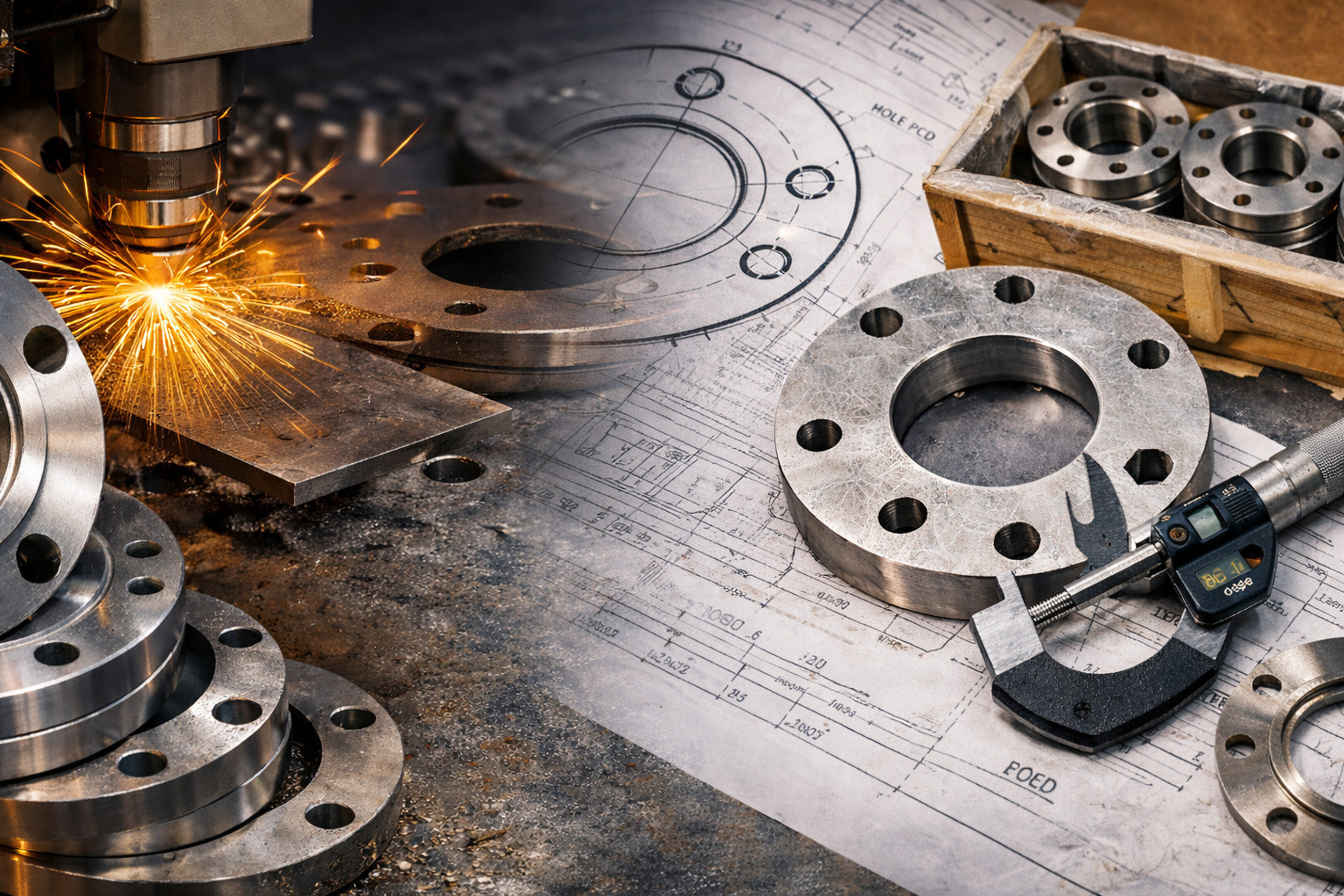
Integration and assembly is the final manufacturing stage where individually fabricated and coated sheet metal components are brought together into a complete, functional product. For a server rack, this means mounting 19″ rails, doors, side panels, roof, plinth, cable management, locks, and earthing hardware. For an IP-rated outdoor cabinet, it extends to gasket installation, door hinge alignment, latch adjustment, and sealing verification. Full electrical integration adds MCBs, busbars, wiring harnesses, SPDs, fans, and power distribution — transforming a bare enclosure into a ready-to-deploy unit.
Our assembly floor is equipped with pneumatic tool lines for riveting, torque-controlled fastening, and gasket pressing, ensuring speed and consistency across production batches. Skilled assemblers work from detailed assembly instructions and exploded-view drawings provided by our design team, with every step traceable to the production order. For IP-rated cabinets, assembly includes gasket installation using products from Dow Corning and ALP Gaskets, followed by in-house water ingress testing to verify the target IP rating before the product leaves our facility.
Complete mechanical assembly of sheet metal enclosures per designer-issued assembly instructions. Every component is verified against the BOM before assembly begins.
For IP-rated enclosures, gasket installation is a critical assembly step that directly determines whether the cabinet achieves its target ingress protection rating in the field.
Our assembly floor is equipped with a network of pneumatic air lines powering rivet guns, nut runners, and torque-controlled drivers for fast, consistent assembly across production batches.
After assembly and testing, products are packed for safe transit to the deployment site. Packing method depends on product size, transport mode, and destination.
MCBs (Miniature Circuit Breakers): Mounted on DIN rail inside the enclosure per the electrical schematic. MCBs protect downstream circuits from overload and short-circuit faults. We install MCBs from specified brands (Schneider, ABB, Havells, or customer-nominated) and wire them per the single-line diagram.
Surge Protectors (SPDs): Type 1, Type 2, or combined SPDs installed at the incoming power entry to protect sensitive equipment from voltage transients and lightning-induced surges. Critical for outdoor telecom cabinets deployed in lightning-prone regions.
Busbars: Copper or aluminium busbars fabricated or procured to specification and mounted inside the enclosure for power distribution to multiple circuits. Busbar sizing, support spacing, and torque values per IS/IEC standards.
PDUs (Power Distribution Units): Rack-mount or vertical-mount PDUs installed in server racks for distribution of mains power to IT equipment via C13/C19 outlets or 5/15A industrial sockets.
Wire harnesses: Custom wire looms fabricated to length, crimped with appropriate terminals (bootlace ferrules, ring terminals, fork terminals), labelled, and routed through the enclosure per the wiring diagram. Wire gauge, colour coding, and terminal type per customer specification or IS 694/IEC 60227.
Terminal blocks: DIN-rail mounted terminal blocks for field wiring termination. Numbered per the wiring diagram for easy commissioning on site.
Fans and thermostats: Roof-mount or side-mount fans installed for active ventilation, with thermostatic control to trigger airflow above a set temperature threshold. Filter fans with washable or replaceable filter media for dusty outdoor environments.
LED lighting: Internal cabinet lighting with door-activated switches for maintenance access in data centers and telecom shelters.
Earthing system: Earth busbar, earth studs, and bonding jumpers installed per IS 3043 / IEC 60364-5-54 to ensure all metallic parts of the enclosure are bonded to the protective earth.
Parts kitting & BOM verification
All components staged • BOM cross-checked • assembly instructions issued
All coated sub-assemblies, bought-out components (locks, hinges, gaskets, fasteners, electrical parts), and accessories are collected and verified against the Bill of Materials before assembly begins.
Mechanical assembly
Frame • doors • panels • rails • hardware • gaskets
The enclosure body is assembled following the designer’s assembly instruction sequence. Pneumatic tools are used for riveting and fastening, with torque-controlled drivers for critical connections.
Electrical integration (where specified)
MCBs • wiring • busbars • SPDs • fans • testing
For cabinets requiring electrical integration, components are mounted and wired per the approved electrical schematic and wiring diagram.
IP water ingress testing
Every IP-rated cabinet tested • recyclable water setup
Every single IP-rated cabinet undergoes water ingress testing on our in-house test setup before dispatch. This is not a sample test — it is 100% testing of every unit.
Final inspection, packing, and dispatch
Visual + functional + documentation • packed for transit
The completed product undergoes final inspection covering visual quality, functional checks, and documentation before packing and dispatch.
An outdoor telecom cabinet or battery enclosure that fails its IP rating in the field means water damage to electronics, service outages, and expensive site visits to diagnose and repair. A single failed gasket joint or unsealed cable entry can compromise the entire enclosure. This is why Eterna tests every single IP-rated cabinet — not a sample from the batch, but 100% of production — using our in-house water ingress test setup before dispatch. We would rather catch and fix a sealing issue in our factory than have it discovered on a cell tower or roadside cabinet months later.
Our water test facility uses a recyclable water system that collects and recirculates test water, minimising waste. Testing follows IEC 60529 requirements for the specified IP level:
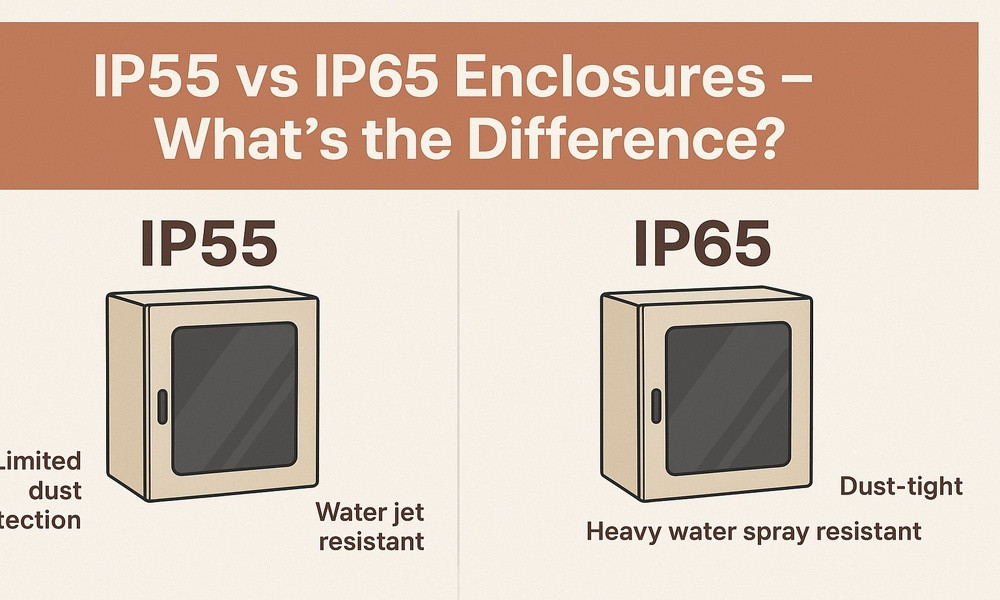
IP55: Low-pressure water jets from all directions for specified duration. No harmful water ingress permitted.
IP65: Same water jet test, with added requirement of dust-tight seal (verified by visual inspection of gasket compression and door seal engagement).
IP66: Powerful water jets from all directions. Higher pressure and flow rate than IP65. Requires robust gasket compression and sealed cable entries to pass.
After testing, the cabinet interior is inspected for any moisture, the result is recorded, and any failure is investigated and corrected before re-test and release.
The sealing system is only as good as the materials used. We specify and install products from proven manufacturers:
Dow Corning (Dow Silicones): Silicone sealants for joint sealing, cable gland entries, and any penetration requiring flexible, weather-resistant, long-life sealing.
ALP Gaskets: Pre-formed EPDM and polyurethane (PU) foam gasket profiles for door perimeters, panel interfaces, and ventilation openings. Selected for compression set resistance, UV stability, and temperature range (−40°C to +80°C for EPDM).
Our testing experience across thousands of cabinets has identified the most common IP failure points, which our assembly process specifically addresses:
Door corners: Gasket joints at 90° corners are the most common leak point. We use mitre-cut or continuous gasket at corners with sealant applied at the joint.
Cable gland entries: Unsealed or improperly torqued cable glands. We torque-verify every gland and apply sealant around the gland base.
Hinge-side gaps: Improper hinge adjustment creates uneven gasket compression. We check door gap uniformity before IP testing.
Panel gasket compression: Loose fasteners on removable panels reduce gasket compression. Fastener torque is verified per assembly instruction.
Every product is assembled against a product-specific quality checksheet that lists each assembly step, inspection point, and pass/fail criterion. The assembler and quality inspector sign off each checkpoint during assembly — not just at the end. This in-process verification catches issues at the stage where they can be fixed most easily, rather than at final inspection when rework is more disruptive.
Before packing, every product is functionally tested: doors open/close smoothly, locks engage, latches seat, 19″ rails accept test equipment, fan assemblies run, thermostats switch, MCBs trip at rated current (sample basis), earth continuity is confirmed, and overall cosmetic quality meets the customer’s expectation. For electrical integration, continuity and insulation resistance (megger) testing is mandatory on every unit.
Each assembled product carries a unique serial number traceable to the production order, BOM revision, assembler ID, quality inspector sign-off, IP test result (where applicable), and date of manufacture. For multi-site deployments where hundreds of cabinets are delivered across different locations, this serial-level traceability allows any field issue to be traced back to the specific production batch, materials, and personnel involved.
We accommodate customer-specific assembly specifications including: branded labels and nameplates, custom colour-coded wiring, specific torque values for critical fasteners, customer-supplied components (locks, keys, accessories), customer-witnessed inspection, and photographic documentation of each assembly stage. For recurring production programs, a master assembly instruction is developed in collaboration with the customer during the first-article build and maintained under revision control for all subsequent batches.
Send your requirements — we quote mechanical assembly + electrical integration within 24–48 hours.
-31102405374051.jpg)












-20082508144130.jpg)
-20082508385589.jpg)


-29112509574730.jpg)



-18122502213226.png)