-07112401502736.jpg)

Eterna Global Solutions
C-52 Block-C, Sector 80
Noida Uttar Pradesh,
201306, India
Eterna Global Solutions
C-52 Block-C, Sector 80
Noida Uttar Pradesh,
201306, India
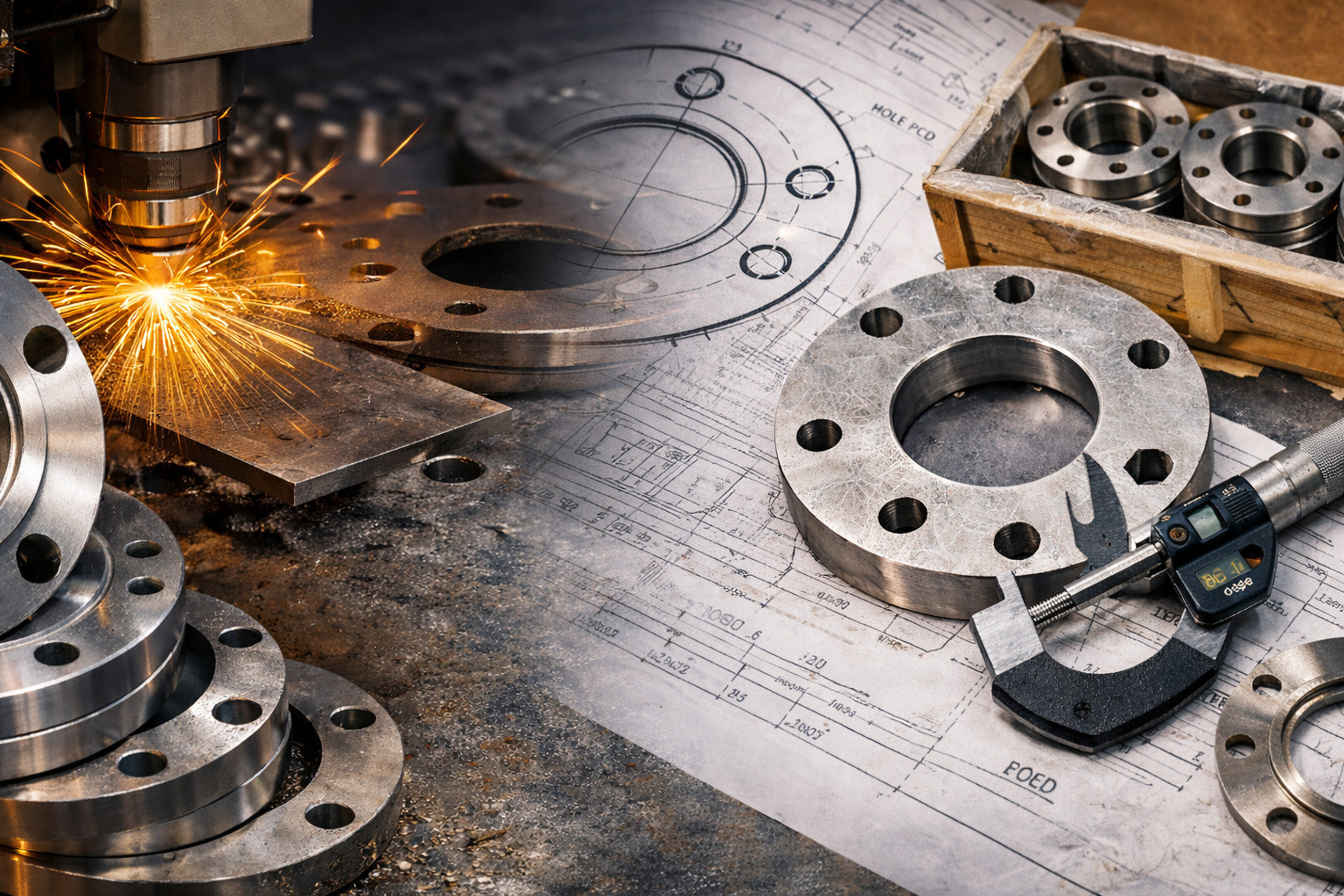
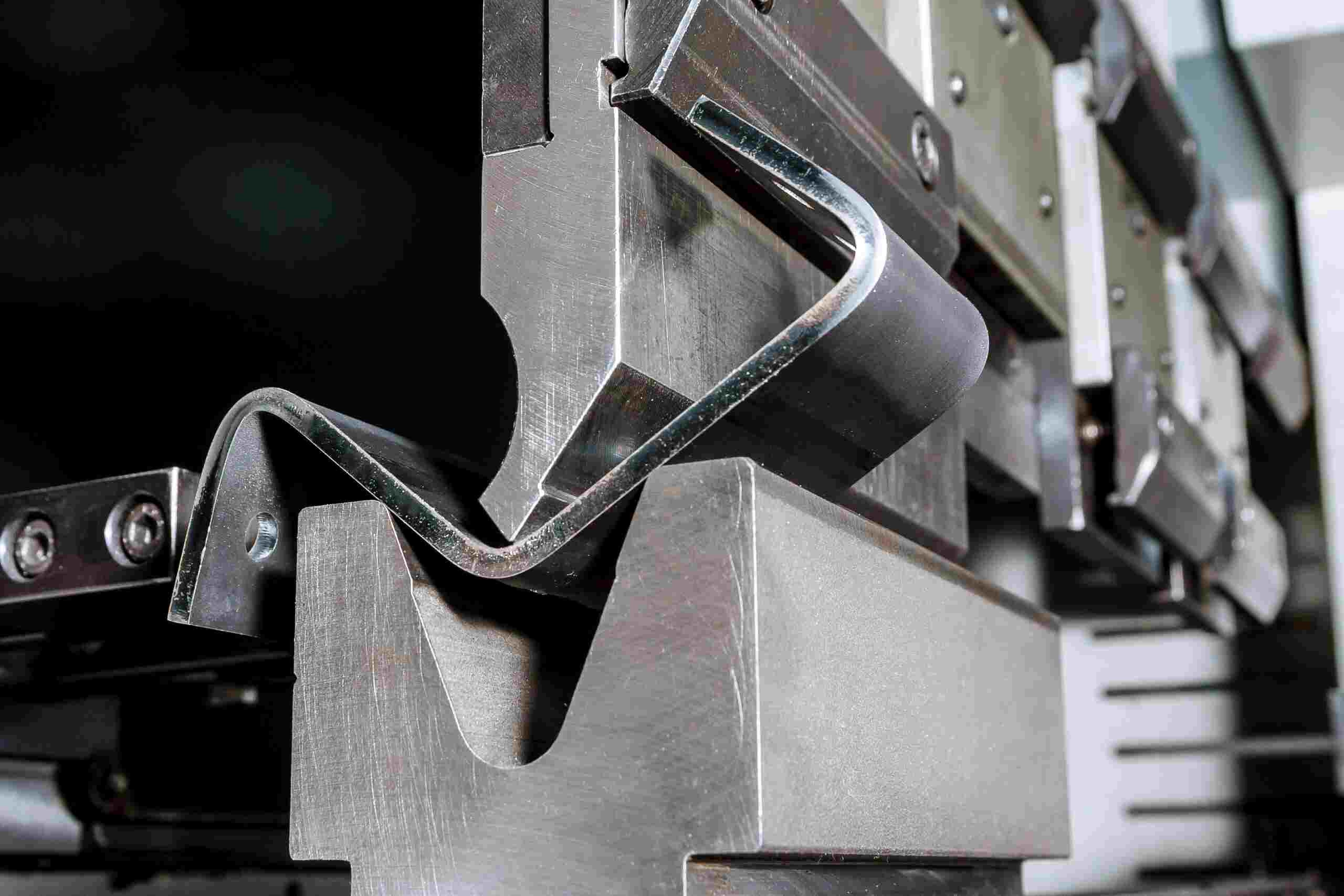
Eterna Global Solutions LLP operates a dedicated fabrication and welding department at our Noida facility with multiple MIG, TIG, resistance spot, and fiber laser welding stations to join, assemble, and finish sheet metal enclosures, server racks, telecom cabinets, battery housings, and OEM assemblies. We weld mild steel, stainless steel (304/316), aluminium, galvanized steel, and pre-coated steel across typical enclosure thickness ranges (0.5 mm to 6.0 mm), selecting the process based on joint design, structural requirement, corrosion intent, and cosmetic finish expectations.
Our welding cell is the production bridge between formed parts and finished assemblies. After blanks are laser-cut and press-brake formed, parts enter fabrication for fit-up, tack welding, full welding, hardware insertion, and sub-assembly. With four welding processes under one roof, we select the right method per joint — MIG for structural speed, TIG for clean visible seams (especially stainless steel), spot welding for overlap joints, and fiber laser welding for thin skins where minimal heat distortion is critical.
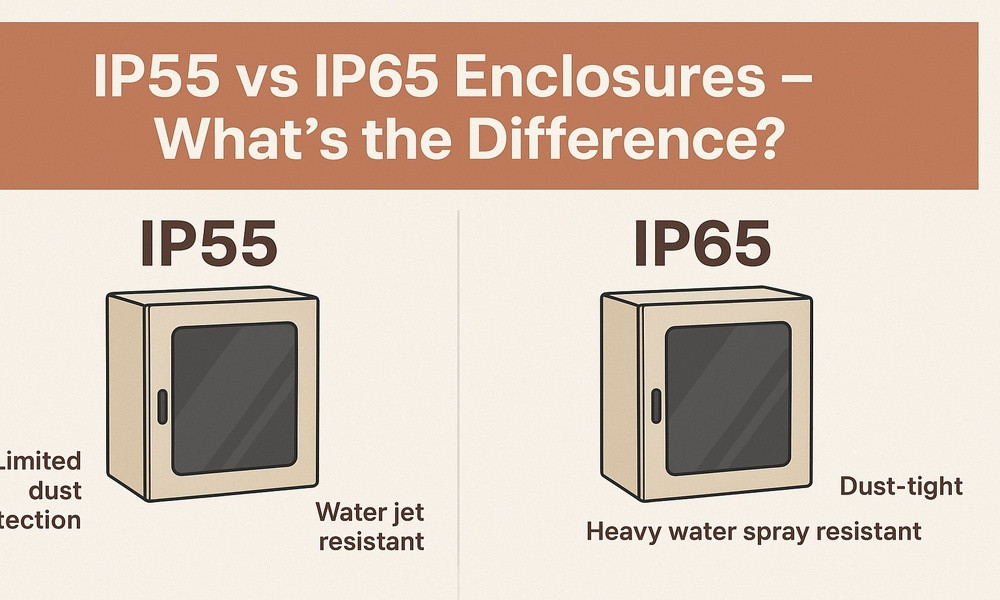
Fabrication is the stage where formed sheet metal components are joined into sub-assemblies and finished products. It includes fit-up, tack welding, full welding, hardware insertion (clinch nuts/studs, rivets), grinding and surface preparation, and sub-assembly for multi-part enclosures. Welding quality affects structural strength, door sealing, IP performance, appearance, and long-term durability.
We run dedicated welding bays for MIG, TIG, spot and fiber laser welding, with process selection defined by joint type, material, thickness, load case, and cosmetic requirement. Fixtures and jigs are used for recurring production to lock alignment and ensure batch-to-batch consistency. Welds are inspected visually on every assembly, and additional tests are applied on sample basis when required by customer specifications.
MIG welding (GMAW) is optimized for fast, strong joining on enclosure frames and load-bearing structures. It is typically selected for internal joints where productivity and strength are primary drivers.
TIG welding (GTAW) is used for precision and appearance-critical welds on stainless steel and aluminium, including visible seams and corrosion-sensitive areas.
Spot welding joins overlapping sheets quickly without filler wire. It’s cost-effective and helps maintain panel flatness on large enclosure skins.
Fiber laser welding is selected for thin enclosure skins and precision seams where distortion control is critical. It produces a narrow bead and minimal heat-affected zone.
We install self-clinching fasteners including clinch nuts (M3–M10), studs, standoffs, and floating nuts with controlled insertion tooling. This provides strong threaded points without welding and supports repeatable assembly at production scale.
Blind rivets and rivet nuts are used where welding is not preferred (for example on pre-coated, GI, or aluminium parts). Installation is controlled to ensure consistent seating and pull-up performance. Hardware compliance and documentation can be provided on request.
For higher pull-out strength points (heavy-duty bases, caster mounts, load-bearing brackets), weld nuts/studs are applied to meet mechanical requirements defined in drawings and BOM callouts.
We support earth points, grounding studs and bonding features for racks/cabinets and electrical enclosures, aligned to customer grounding requirements and assembly standards.
Parts kitting & fit-up check
Staging, alignment, revision control
Parts are staged and verified against BOM and revision. Fit-up checks in fixtures reduce rework and ensure consistent build quality before welding begins.
Tack welding & alignment lock
Squareness and reference control
Tack sequence is defined to hold alignment while minimizing distortion. Squareness checks are performed before full welds are applied.
Full welding & hardware insertion
Process per joint + assembly sequencing
Full welding is applied per joint requirements and appearance intent. Hardware insertion is sequenced to support assembly access and quality control.
Post-weld surface finishing
Grinding, dressing, paint-ready
Assemblies are dressed for safety, coating readiness, and appearance intent. Cosmetic surfaces receive additional blending where required.
Inspection & release
Dimensional checks + visual weld acceptance
Final checks verify dimensions, squareness, weld appearance, and hardware seating before release to coating or next assembly stage.
Weld dressing is applied to meet coating readiness and appearance intent. Surface preparation supports consistent powder coating adhesion and reduces rework at pre-treatment/coating stages.
Where stainless or aluminium welds are visible, finishing is performed to blend the weld line to the specified appearance standard. Corrosion intent and cosmetic requirements are aligned during RFQ/DFM review.
Each assembly is checked for weld profile and consistency, including common defects (porosity, undercut, spatter). Cosmetic surfaces receive additional appearance review where specified.
Post-weld checks verify distortion control and fit-critical interfaces (door openings, gasket planes, alignment features, and rack/cabinet mounting interfaces).
When programs require enhanced verification, testing is performed on sample basis (spot weld peel checks, hardware pull/torque checks, and other customer-defined validations).
Dedicated jigs and fixtures support consistent alignment and faster throughput on recurring assemblies — a key requirement for supplier qualification and stable serial production.
Send drawings or 3D models — we recommend the optimal process mix and quote within 24–48 hours.













-20082508144130.jpg)
-20082508385589.jpg)


-29112509574730.jpg)



-18122502213226.png)