-07112404340130.jpg)

Eterna Global Solutions
C-52 Block-C, Sector 80
Noida Uttar Pradesh,
201306, India
Eterna Global Solutions
C-52 Block-C, Sector 80
Noida Uttar Pradesh,
201306, India
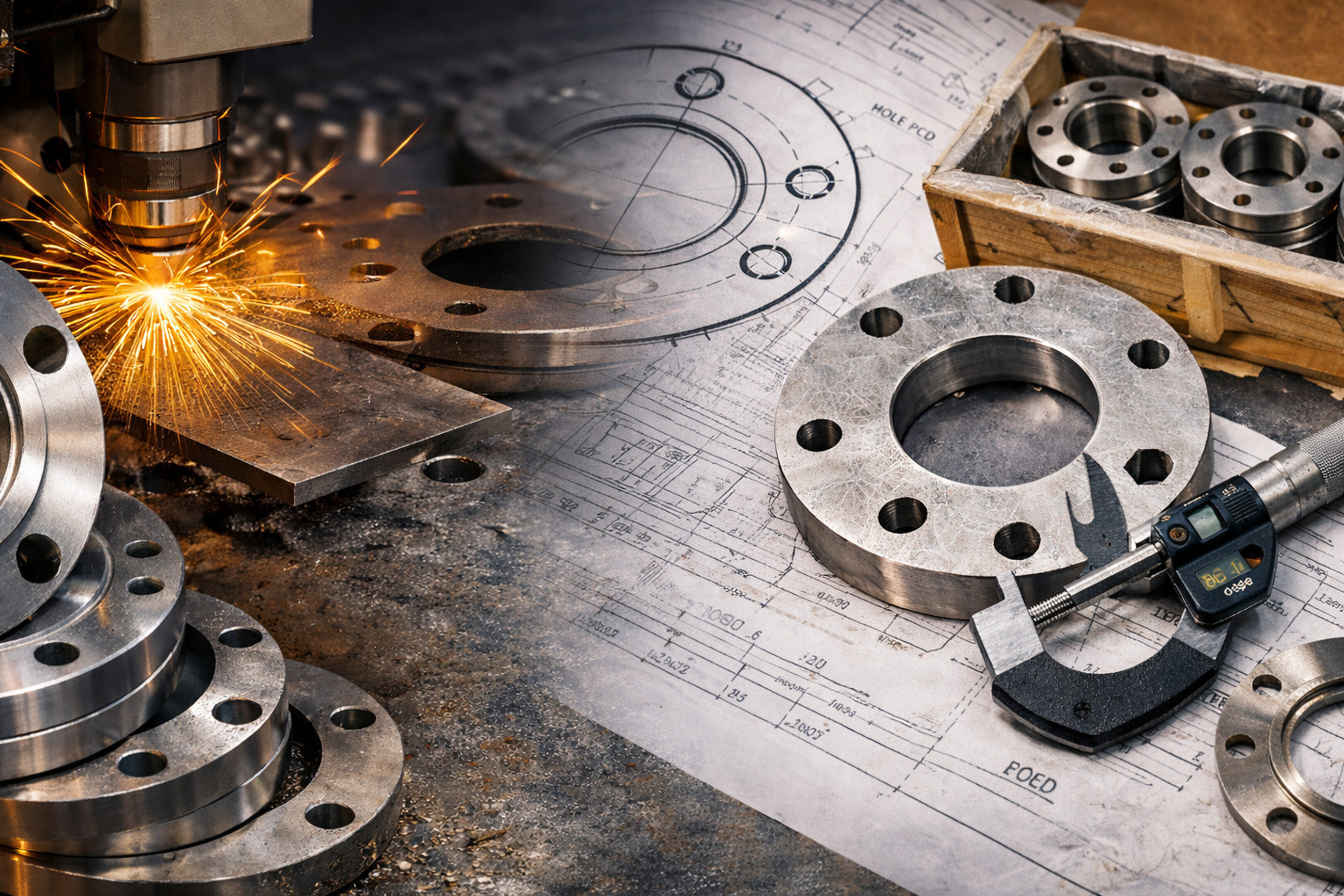
Eterna Global Solutions LLP is a Noida-based precision sheet metal manufacturer offering in-house design and development services for OEM enclosures, server racks, telecom cabinets, battery housings, and custom fabricated assemblies. Our engineering team uses SolidWorks 2D/3D CAD with production-linked nesting and post-processing workflows to convert customer concepts into manufacturing-ready outputs — typically within 5–10 working days from initial file receipt to approved 3D model.
We specialize in Design for Manufacturability (DFM) for CNC laser-cut and formed sheet metal parts. Every design is reviewed for bend feasibility, tolerance stack-up, hardware insertion access, material yield, and production repeatability before release. This approach has helped our OEM customers reduce first-article rejection rates by up to 40% compared to designs that skip DFM review, and shorten qualification cycles from an industry-typical 8–12 weeks down to 4–6 weeks for standard enclosure programs.
We support the full range — from a single prototype enclosure fabricated from a hand sketch, to recurring production programs of 500+ units/month with controlled revision releases. Materials include mild steel (CR/HR), galvanized steel (GI/GP), stainless steel 304/316, and aluminum grades, in thicknesses from 0.5 mm to 25.4 mm. All design, fabrication, powder coating, and assembly is completed at our Noida facility (C-52, Sector 80), operating 24 hours to support tight lead times.
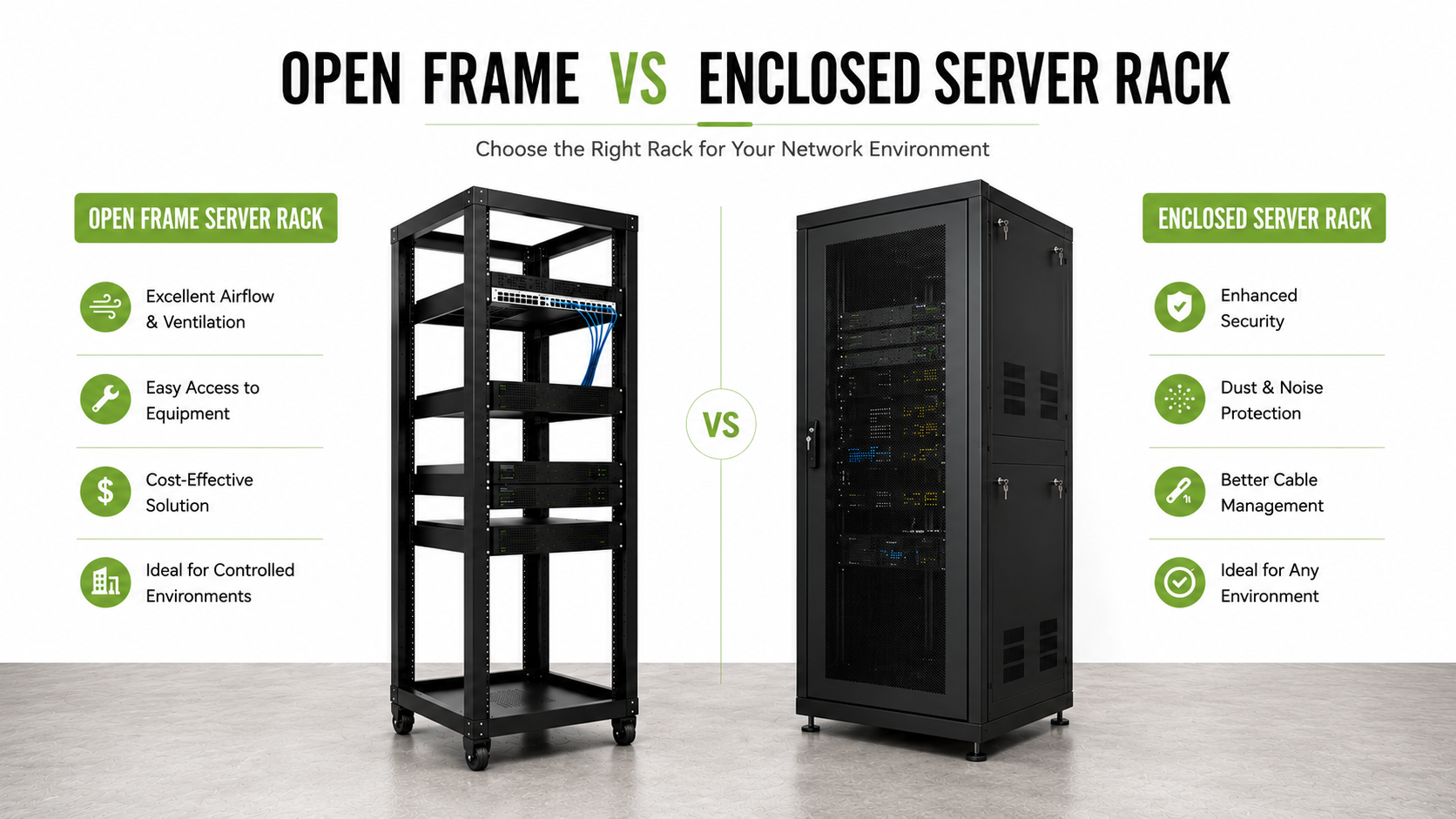
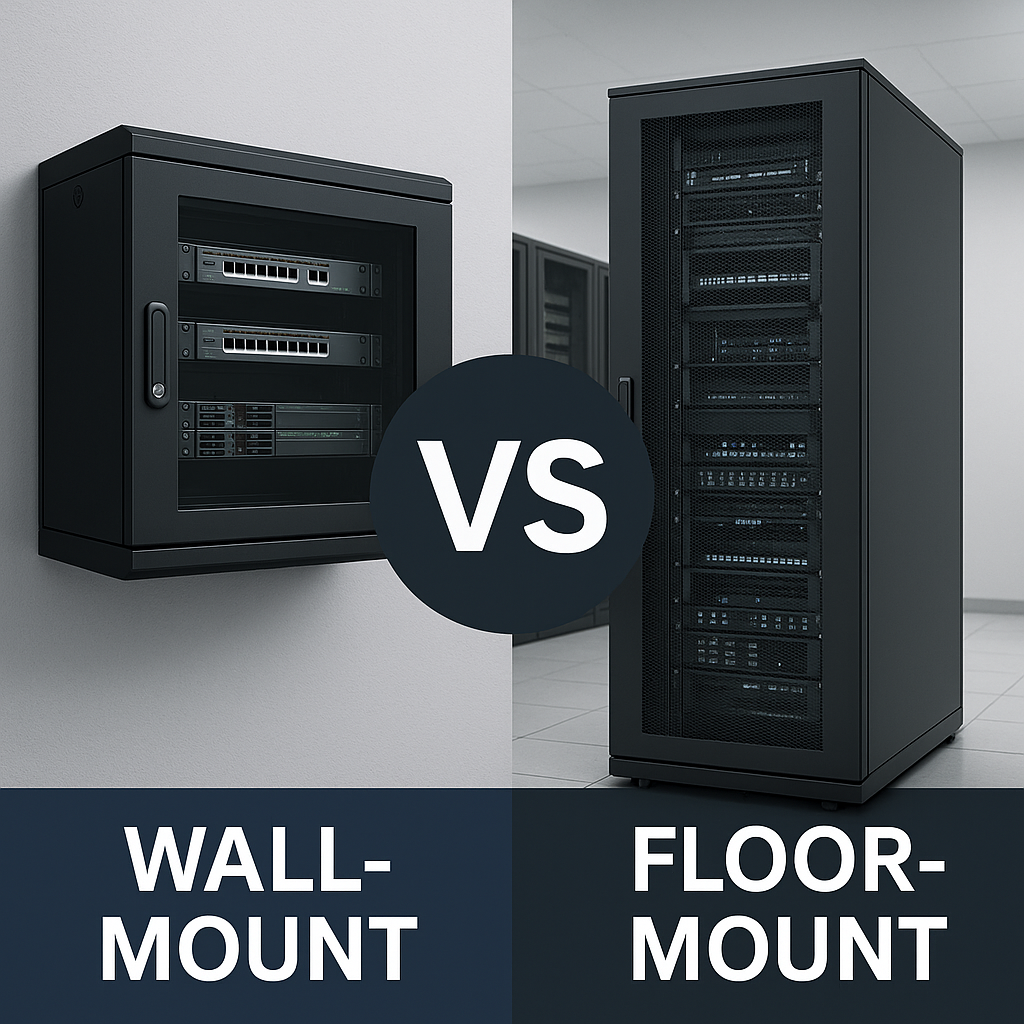
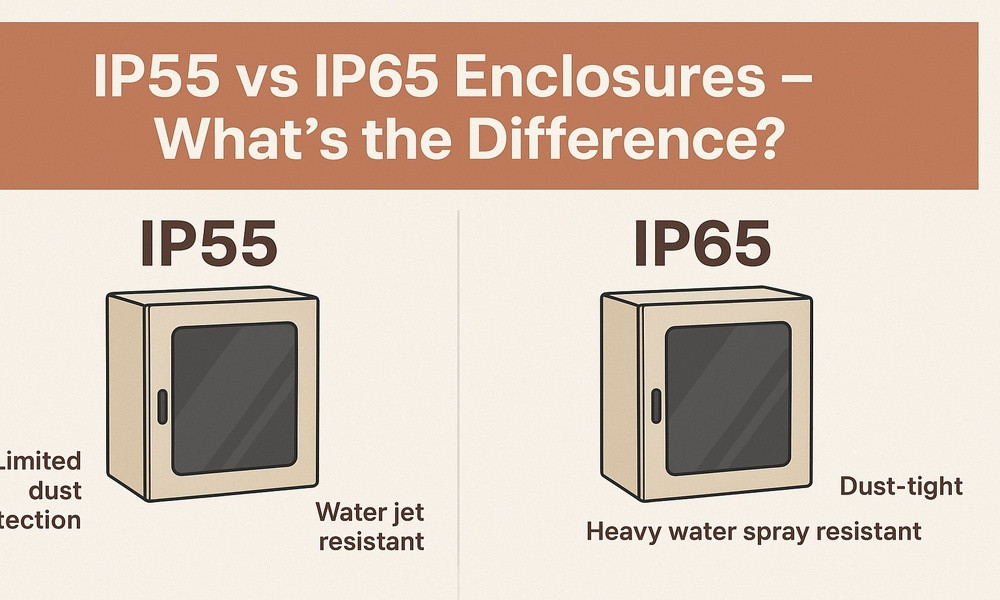
19″ server racks (9U–47U), telecom outdoor cabinets (IP55/IP65), Li-ion battery enclosures (IP68), wall-mount and floor-mount data racks, electrical panels, OEM brackets, trays, chassis, doors, and multi-part sheet metal assemblies up to 2,000 mm in length.
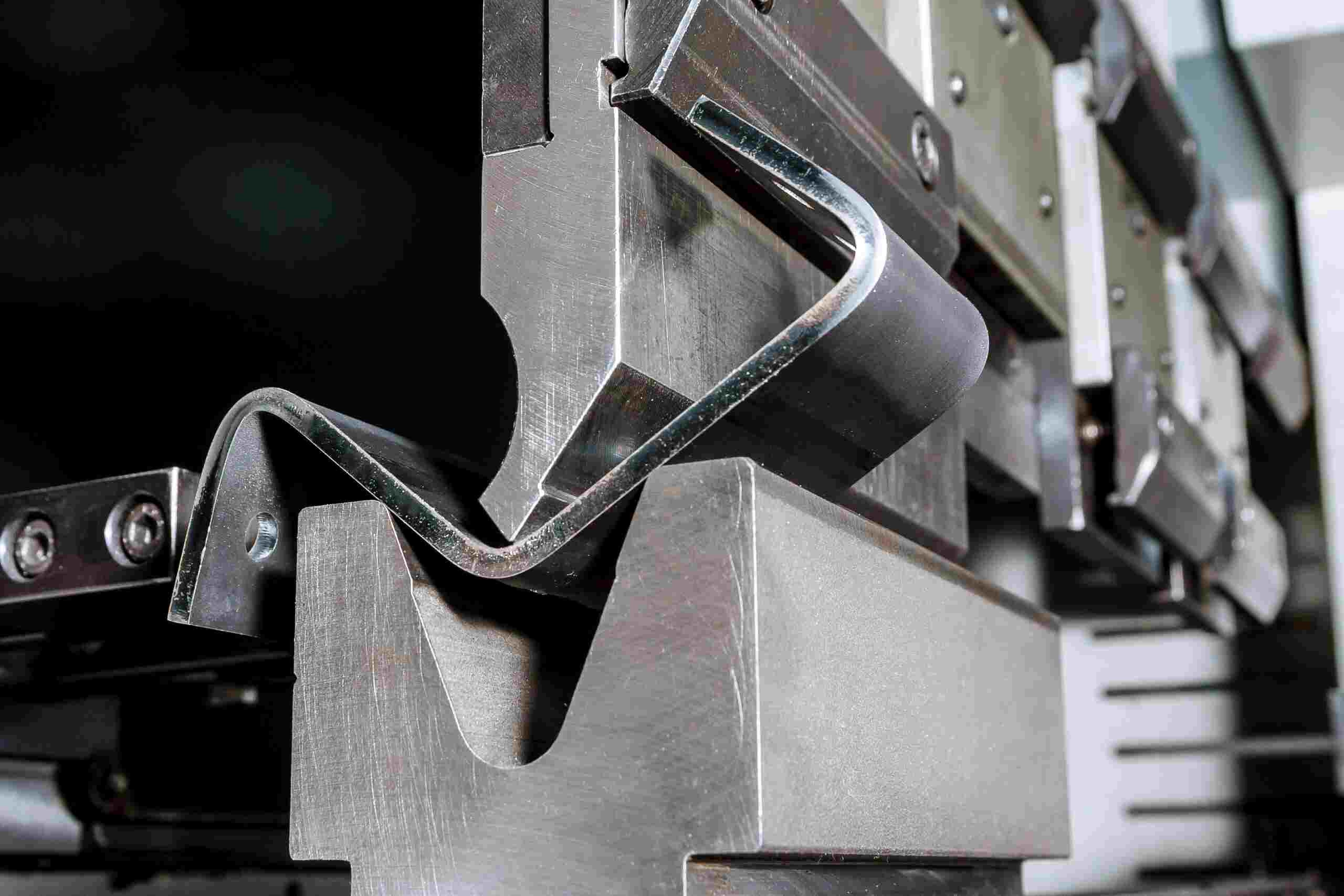
DFM-first CAD development in SolidWorks: bend radius validation (min. 1× material thickness), hardware zone planning for PEM/clinch inserts, tolerance intent per ISO 2768-m, access and clearance checks, flat pattern generation, and production hand-off with controlled revision packages.
All enclosure and component modeling is done in SolidWorks with sheet metal-specific features enabled. We build parametric models so design changes propagate automatically to flat patterns, BOMs, and drawing outputs.
Our nesting software is linked directly to the fiber laser and CNC punch, optimizing sheet utilization for each production batch. Typical material yield improvement is 8–15% versus manual nesting for complex multi-part layouts.
Hardware insertion is planned at the design stage to prevent assembly issues in production. We stock standard PEM fasteners (M3–M10) and plan insertion sequences aligned to our Haeger press capabilities.
Design outputs are released through our ERP system with full revision traceability. Each production order links back to a specific drawing revision, BOM version, and routing plan — preventing version mismatches between engineering and the shop floor.
3D SolidWorks models with sheet metal features, flat patterns, and bend tables. 2D production drawings with GD&T, hardware callouts, finish specifications (RAL color, plating type), and first-article inspection dimensions. Exported in STEP, IGES, DXF, DWG, or PDF as required by your engineering team.
Flat pattern DXFs for laser/punch, bend sequence instructions for press brake, hardware insertion plans, welding callouts (MIG/TIG/fiber laser weld), BOM with fastener specifications, and a routing plan covering all production stages from blanking through final assembly and packing.
Written feedback on bend feasibility, minimum flange lengths, hardware edge distances, tolerance achievability, material grade suitability, and cost-reduction suggestions. Provided before production commitment so buyers can approve design changes early.
For first-article and pilot builds: dimensional inspection report, photo documentation of critical features, deviation log (if any), and sign-off checksheet. Typically delivered with the physical prototype within 2–3 weeks of design approval.
Input review & requirements capture
Day 1–2 • Application, environment, constraints
We review your files (CAD, PDF, sketch, or verbal brief) and document all requirements to prevent downstream ambiguity. This stage defines the scope before any CAD work begins.
3D modeling & fit validation
Day 3–6 • Clearances, assemblies, interference checks
We build the 3D model in SolidWorks using sheet metal features so the design inherently reflects real-world bending, forming, and hardware insertion constraints. Assembly modeling validates fit and function before any metal is cut.
DFM refinement & tolerance review
Day 5–8 • Bends, yield, cost optimization
This is where the design is optimized for our actual production equipment. We align geometry to our press brake tooling, validate flat patterns against our laser bed, and identify cost-reduction opportunities — often saving 10–20% on unit cost through design changes alone.
Prototype fabrication & first-article inspection
Day 8–15 • Physical validation before production
We fabricate a physical prototype using production-intent processes (not 3D printing — actual laser cutting, bending, welding, and hardware insertion) so the prototype represents what serial production will deliver.
Production release package
Day 12–18 • Files + BOM + routing + inspection plan
After prototype approval, we finalize the complete manufacturing release package. This package is locked to a specific revision and controls all downstream production.
Ongoing revision management
Continuous • ECN process for production programs
For recurring production programs, we manage design revisions through a formal Engineering Change Notice (ECN) process. This prevents unapproved changes from reaching the shop floor and maintains traceability across production batches.
Cold Rolled Steel (CRC/CRCA): IS 513-D, 0.5–3.0 mm. Most common for indoor enclosures, server racks, and brackets. Hot Rolled Steel (HRC): IS 2062 Gr. E250, 2.0–6.0 mm. Used for heavy-duty frames, base plates, and structural members. Galvanized Steel (GI/GP): IS 277, 0.6–2.5 mm. Standard for outdoor telecom cabinets and battery enclosures requiring corrosion resistance. Stainless Steel: SS 304 and SS 316, 0.5–4.0 mm. Used for IP-rated outdoor enclosures, food-grade applications, and marine environments.
Aluminium: 5052-H32 and 6061-T6, 0.8–4.0 mm. Used for lightweight enclosures, heatsinks, and RF shielding applications where weight or conductivity matters. We can also work with pre-coated and pre-finished sheets (galvannealed, pre-painted) where specified.
Powder coating (in-house, RAL chart, AkzoNobel paints), zinc plating, nickel plating, passivation (SS), anodizing (Al), and brush/satin finish (SS 304). Standard color: RAL 7035 (light grey) for server racks, RAL 7032 for telecom. Custom RAL colors available with 5–7 day additional lead time.
Every project — regardless of size — is assigned a designated project manager who serves as a single point of contact for estimation, design iterations, production scheduling, and delivery coordination. Communication via email, WhatsApp, or scheduled video calls as preferred by the buyer.
We support the full lifecycle: single-unit prototypes for design validation, pilot runs of 10–50 units for field testing, and recurring production programs of 100–2,000+ units/month with stable pricing, controlled releases, and safety stock options at our Noida warehouse.
Data centers and IT infrastructure, telecom operators and tower companies, Li-ion and VRLA battery OEMs, EV charging infrastructure, electrical panel builders, retail and interior design firms, and railway rolling stock programs. Each sector has specific compliance and testing requirements that we factor into the design stage.
Designs are reviewed against applicable standards before release: EIA-310-E for 19″ rack dimensions, IEC 60529 for IP ingress protection, IS 2062/IS 1079 for material grades. Our ERP system tracks every revision, inspection result, and customer approval for full audit traceability.
Send your CAD files, drawings, or concept sketch — we respond with a DFM review, build approach, material recommendation, and timeline within 24–48 hours.
-05112411012774.jpeg)












-20082508144130.jpg)
-20082508385589.jpg)


-29112509574730.jpg)



-18122502213226.png)