Eterna Global Solutions
C-52 Block-C, Sector 80
Noida Uttar Pradesh,
201306, India
Eterna Global Solutions
C-52 Block-C, Sector 80
Noida Uttar Pradesh,
201306, India
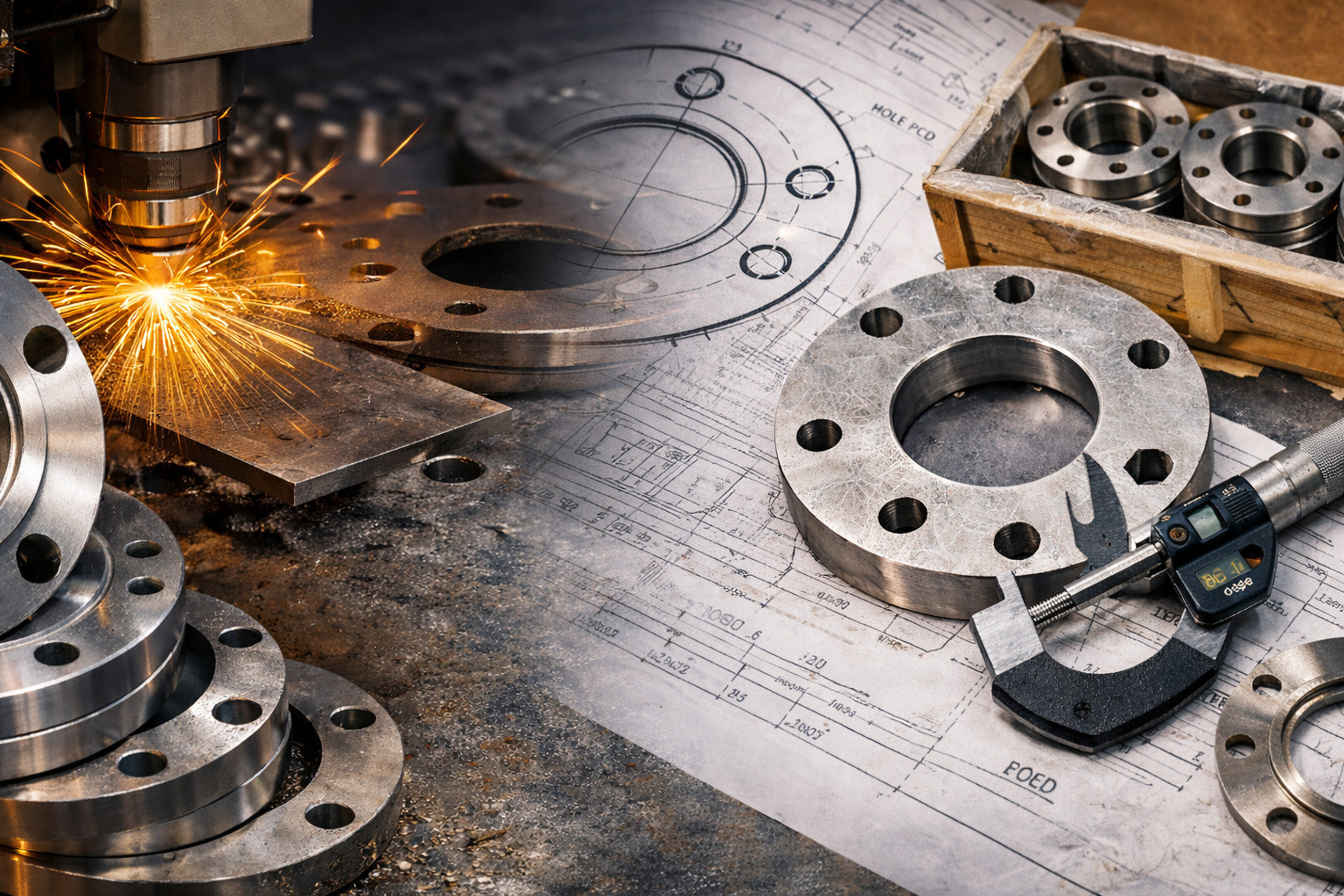
Eterna Global Solutions LLP manufactures precision sheet metal components, enclosures, and assemblies for the Indian railway sector — rolling stock interior panels, driver cab components, signalling and relay cabinets, trackside equipment housings, station infrastructure metalwork, and OEM sub-assemblies for railway equipment manufacturers. Our integrated process chain in Noida — fiber laser cutting, CNC turret punching, CNC press brake forming, MIG/TIG/fiber laser welding, and in-house powder coating — helps railway buyers consolidate vendors and control quality from blank to finished part.
Railway components operate in environments that punish poor detailing: continuous vibration, mechanical shock, temperature cycling, humidity, dust ingress, UV exposure, and frequent cleaning chemicals. A signalling cabinet at a remote wayside station must protect safety-critical electronics for years with minimal maintenance. Interior panels and brackets inside passenger coaches must remain stable, corrosion-resistant, and rattle-free despite heavy use and daily cleaning.
Eterna combines sheet metal engineering with procurement-ready manufacturing discipline: material traceability from mill to finished part, controlled welding processes, surface finishes engineered for rail environments, and documentation packs aligned to RDSO / Indian Railways-style audit expectations (as applicable to the project scope). Whether you need small-batch stainless panels for refurbishment or high-volume brackets for rollout programs, we manufacture under the same controlled process and inspection routine.
Railway parts are exposed to a combination of long-life fatigue loading, vibration, and harsh environments. When tolerances drift, joints loosen, or coatings fail, reliability drops and maintenance costs rise. That is why railway fabrication is not only about cutting and bending — it is about joint design, fastener strategy, corrosion engineering, and repeatable process control over long production cycles.
We support railway buyers with DFM-backed fabrication, controlled welding methods for distortion management, and finishes selected for field realities. For stainless coach components, our fiber laser welding is particularly valuable because it can deliver lower distortion and cleaner visible joints than conventional methods on thin stainless parts, reducing rework and improving cosmetic quality.
Interior sheet metal components for passenger coaches, EMUs, DMUs, and metro cars — sidewall panels, ceiling panels, partition frames, luggage rack brackets, seat mounting structures, window trims, and vestibule cladding.
Cab and power-car components — instrument console panels, overhead covers, air ducting, conduit covers, guards, and equipment bay doors. Built for vibration, service access, and stable fastening.
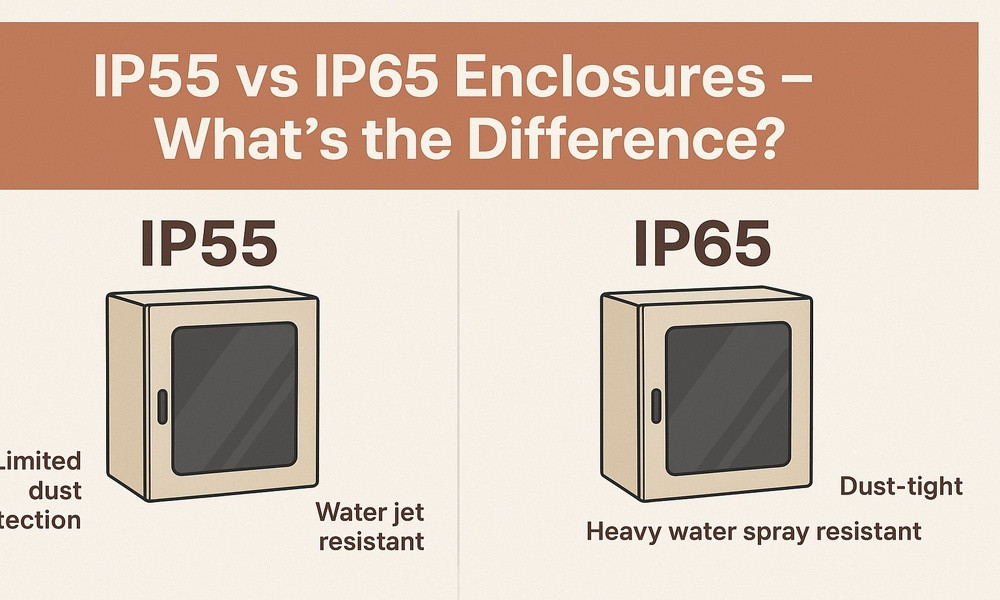
Indoor/outdoor enclosures for signalling, interlocking and railway telecom equipment. Designed around ingress protection, tamper resistance, cable entry discipline, and earthing provisions.
Protective covers and enclosures for trackside deployment — built for dust, rain, UV, ballast impact risk, and unauthorized access in remote locations.
Public-facing station metalwork and housings designed for high traffic, vandal resistance, and long-term cosmetic stability.
Contract manufacturing for signalling OEMs, rolling stock integrators, and rail EPCs: sub-assemblies supplied ready for integration with consistent inspection routines and repeatable builds.
We cut and punch railway parts with repeatability and clean edge control, especially important for visible stainless parts and assembly fitment. Stainless cutting can be configured for oxide-minimised edges suitable for aesthetic surfaces with reduced secondary finishing.
For thin stainless assemblies, fiber laser welding can deliver lower heat input, reduced distortion, and cleaner visible joints. This is beneficial for SS 304 panels, partitions, and cosmetic components where flatness and surface quality are critical.
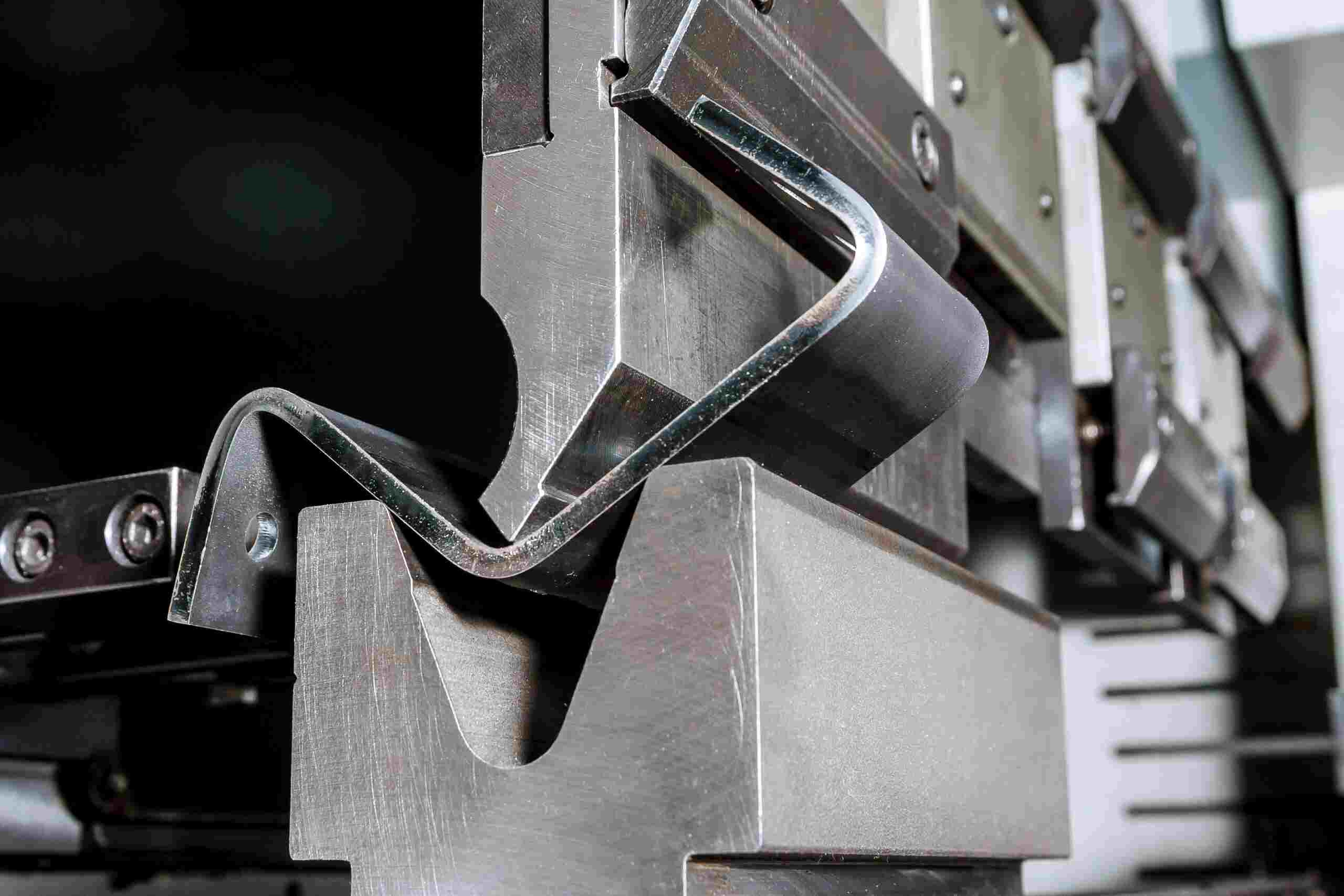
CNC press brake forming with program control helps maintain dimensional stability across batches. MIG/TIG welding is used based on material, thickness, and cosmetic requirements; jigs/fixtures support repeatability for assemblies and bracket sets.
Powder coating line: multi-stage pretreatment followed by electrostatic coating and controlled curing. Typical film thickness 60–80 μm, with batch checks for DFT and adhesion (as applicable).
Natural finishes: SS 304 brushed (No. 4) for interiors and premium visible parts; galvanized options for outdoor/trackside components where baseline corrosion protection is required.
Drawing review & DFM engineering
Feasibility + material/process recommendation
We review drawings/specs for manufacturability and risk points before production starts.
Material procurement & verification
Traceable sourcing + incoming inspection
Material lots are verified before release to production.
CNC blanking & forming
Laser + punch + press brake bending
Flat blanks become formed components with controlled repeatability.
Welding & fabrication
MIG + TIG + fiber laser welding
We select the welding process based on distortion tolerance, finish requirement, and joint design.
Surface treatment & coating
Powder coat or natural finish
Finish selection is driven by installation environment and service-life needs.
Final inspection, documentation & dispatch
Dimensional verification + traceability pack
We compile the inspection and documentation pack required for acceptance and future auditability.
CRCA: for coated panels, cabinets, brackets and formed components.
HRS / structural steel: for base frames, gussets, mounting plates and heavy-duty brackets.
GI/GP: for cabinets, troughs and outdoor trackside parts requiring baseline corrosion protection.
SS 304: primary for interiors, premium visible components and high-corrosion exposure zones; brushed No. 4 finish common.
SS 316: for coastal or aggressive environments where enhanced pitting resistance is required.
Aluminium (5052 / 6061): lightweight covers, ducting, trims and weight-sensitive components.
Brass/copper alloys: busbars, earthing parts and electrical interface components (scope-dependent).
Material can be sourced with MTC support and lot tracking depending on project requirements. Common grades and thicknesses can be stocked for repeat programs to reduce lead time.
Sheet metal components and sub-assemblies for coach build, refurbishment, and upgrades. We supply laser-cut panels, formed brackets, welded assemblies, and finished parts to OEM drawings, including white-label supply where required.
Enclosures, racks, and housings for interlocking, axle counters, track circuits, signal electronics, and control systems. We build the sheet metal housing to your spec so you can focus on electronics integration and field reliability.
Support for replacement components, refurbishment lots, and maintenance-driven fabrication needs where consistent fit and short lead times matter.
Station metalwork, housings, display enclosures, TVM kiosks, and control room cabinets supplied to project timelines with documentation aligned to project compliance needs.
Share drawings/specs — we respond with a manufacturing approach and pricing within 48 hours.













-20082508144130.jpg)
-20082508385589.jpg)


-29112509574730.jpg)



-18122502213226.png)