Eterna Global Solutions
C-52 Block-C, Sector 80
Noida Uttar Pradesh,
201306, India
Eterna Global Solutions
C-52 Block-C, Sector 80
Noida Uttar Pradesh,
201306, India
Eterna Global Solutions LLP is built for recurring batch production, not one-off projects. Our factory layout, equipment, tooling systems, and production planning are designed so that once a product clears NPI and first-article approval, every subsequent batch runs faster, smoother, and more cost-efficiently than the last. Saved CNC programs are recalled in seconds. Dedicated stamping dies, welding jigs, and assembly fixtures are pulled from storage and mounted in minutes. Material is procured against a locked BOM from approved suppliers. The production team already knows the product — there is no learning curve on repeat orders.
This matters because most OEMs need consistent monthly or quarterly supply, not a single heroic delivery. A telecom operator rolling out 200 street cabinets over six months needs 30–40 units shipping every month, on schedule, at consistent quality. A data centre builder commissioning racks in phases needs batches of 50–100 units delivered to a specific dock on specific dates. An industrial OEM needs a steady stream of control enclosures feeding their own assembly line. In all these cases, the value of a manufacturing partner is not just the ability to make the product — it is the ability to make it again and again, on time, at the same quality and cost.
We handle production volumes from 25 to 500+ units per month per product, depending on product complexity and the mix of other programs running simultaneously. For OEM programs with predictable annual demand, we offer scheduled production with reserved capacity, material call-off agreements, and phased delivery to your style="color:var(--egs3-gold) !important; text-decoration:underline !important;">warehouse or installation sites across India.
Many sheet metal shops can produce a good first batch. The test of a production partner is what happens on the fifth batch, the tenth, the twentieth. Does quality stay consistent, or does it drift because someone used different settings? Does lead time stay the same, or does it stretch because the shop is juggling too many ad-hoc jobs? Does the price hold, or does it creep up because material wasn’t booked in advance? Eterna is set up so that repeat production is easier and cheaper than first production — not the other way around.
Because every manufacturing stage is under one roof, scaling production doesn’t require coordinating with external suppliers for sub-processes. We don’t wait for a third-party powder coater to schedule our job. We don’t depend on an outside welder’s availability. Our production schedule is controlled entirely by our own capacity, our own material inventory, and our own workforce — which means we can prioritise, flex, and respond to your volume needs without being at the mercy of someone else’s backlog.
Purchase order received
Quantity • delivery date • delivery location confirmed
You issue a PO (or call-off against a blanket order) specifying the quantity, required delivery date, and ship-to location. Because the product is already in production status with an approved BOM and quality plan, there is no engineering review needed — the order goes straight to production planning.
Material procurement
Sheet metal • hardware • bought-out components ordered
Material is procured against the locked BOM from approved suppliers. For recurring programs with predictable demand, we maintain material agreements that reduce procurement lead time.
Production run
Stored programs • stored tooling • known process • QC at every stage
This is where the NPI investment pays off. Every repeat batch benefits from the work done during first-article development.
Final inspection, packing, and dispatch
IP tested • branded • packed • shipped per schedule
Completed units pass through final inspection, are packed to the established packaging specification, and dispatched per your delivery schedule.
For OEM programs with predictable monthly or quarterly demand, we establish a production schedule aligned to your delivery calendar. This means your order is planned into our production capacity before you issue the PO — not competing with other jobs for open slots when the PO arrives.
How it works: You share an annual or quarterly forecast (non-binding rolling forecast is fine). We plan production capacity and material procurement around that forecast. You issue call-off POs against the forecast as delivery dates approach. Production starts immediately because capacity and material are already in place. This reduces lead time, avoids supply gaps, and gives both parties planning visibility.
Blanket purchase orders: Some OEMs prefer issuing a blanket PO for the annual quantity with monthly call-off instructions. We accommodate either approach — individual POs or blanket with call-offs.
Our facility runs multiple product lines concurrently. A typical month might include batches of outdoor telecom cabinets for one OEM, server racks for another, and battery enclosures for a third — each at different production stages simultaneously.
Why this works: Different products are at different stages of the production flow at any given time. While one product’s panels are being laser-cut, another product’s frames are on the welding line, and a third product is in coating and assembly. The bottleneck in sheet metal production is rarely a single machine — it’s the coordination of the entire flow. Our production planning schedules each product through each stage so that machines and people are utilised efficiently without creating queues at any one process.
Dedicated tooling per product: Because each OEM program has its own stamping dies, welding jigs, and assembly fixtures, switching between products does not require re-engineering — only a tool changeover.
Bulk material procurement: Larger production volumes allow us to order sheet metal in bulk quantities — full coils or full bundles rather than cut-to-size pieces from a stockholder. Bulk pricing is typically 5–10% lower per kg than small-lot purchases, and this saving passes directly to your piece price.
Nesting efficiency: Larger batch quantities produce better nesting yields because the software has more parts to pack onto each sheet. A 10-unit batch might yield 78% material utilisation; a 100-unit batch of the same part might yield 88% because remnants are minimised. Higher yield = lower material cost per part.
Scrap reduction: First-off checks and setup pieces are a fixed overhead per batch. In a 10-unit batch, 1–2 setup pieces represent 10–20% scrap. In a 200-unit batch, the same setup pieces represent under 1%.
Setup amortisation: Every production stage has a fixed setup time — loading the CNC program, mounting the die, setting up the jig, preparing the coating line. This time is fixed whether you’re making 10 units or 100. Larger batches spread setup cost across more units, directly reducing per-piece cost.
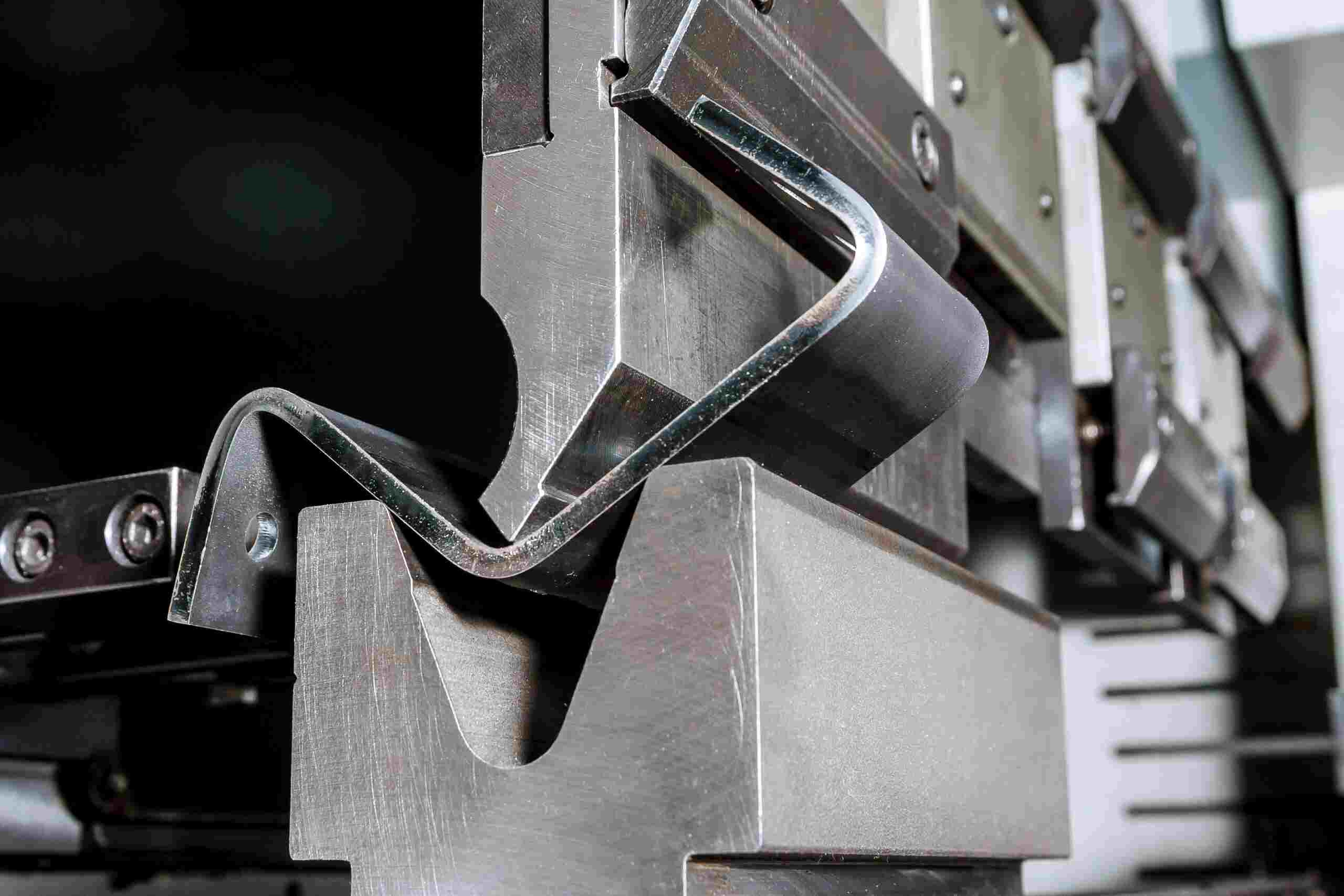
Stamping transition: At prototype and low-volume stages, parts are laser-cut (flexible but slower per piece). As volumes increase, transitioning high-run components to stamping slashes per-piece cost — a stamped bracket costs a fraction of the same bracket laser-cut, and cycle times drop from minutes to seconds. Our DFM team advises on the crossover point where tooling investment is justified by per-piece savings.
Learning curve: Production teams become faster and more efficient with each batch. Assembly time per unit typically decreases by 10–15% between the first and fifth batch as operators develop muscle memory and refine their workflow.
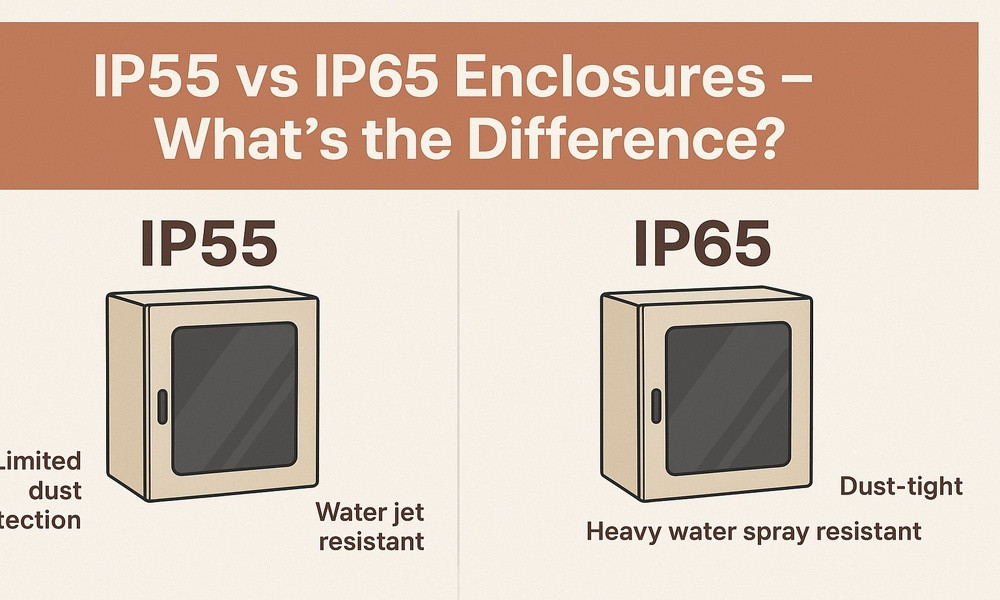
A telecom infrastructure OEM is deploying outdoor street cabinets across a region. Total requirement: 300–500 cabinets over 6–12 months. Delivery: 30–50 units per month to multiple installation sites across India. We manufacture ahead of the deployment schedule, hold finished inventory in our warehouse, and dispatch site-specific quantities per the rollout plan. Each cabinet is IP65 tested, electrically integrated, and branded with the OEM’s nameplates.
Data centre build-out
A data centre operator is commissioning server rooms in phases. Each phase requires 50–100 racks delivered to the data centre dock within a tight installation window. We manufacture complete batches per phase, palletise for forklift handling, and deliver on the specified dock date. 19″ rack rail alignment verified to EIA-310-E on every unit.
An industrial equipment manufacturer needs a steady supply of control enclosures (junction boxes, MCC panels, marshalling cabinets) feeding their own assembly line. Monthly requirement: 50–150 enclosures across 3–5 variants. We produce against a monthly call-off schedule, with finished units ready for collection or delivery by a fixed date each month. Each variant has its own tooling, BOM, and quality plan — running them concurrently is routine.
Energy storage / BESS deployment
A BESS integrator requires heavy-gauge battery enclosures in batches of 25–50 units, with strict quality documentation (full material traceability, serial-level inspection records, coating test certificates). Production is scheduled around the integrator’s project timelines, with lead times coordinated to match battery module availability so enclosures and batteries arrive at the assembly site together.
Share your product, volumes, and delivery schedule — we respond with a production plan and pricing within 48–72 hours.












-20082508144130.jpg)
-20082508385589.jpg)


-29112509574730.jpg)



-18122502213226.png)