Eterna Global Solutions
C-52 Block-C, Sector 80
Noida Uttar Pradesh,
201306, India
Eterna Global Solutions
C-52 Block-C, Sector 80
Noida Uttar Pradesh,
201306, India
Eterna Global Solutions LLP applies quality controls at every manufacturing stage — not just at final inspection. Our approach is straightforward: catch problems where they happen, fix them before the part moves to the next process, and document everything so that every unit we ship is traceable from raw material to packaged product.
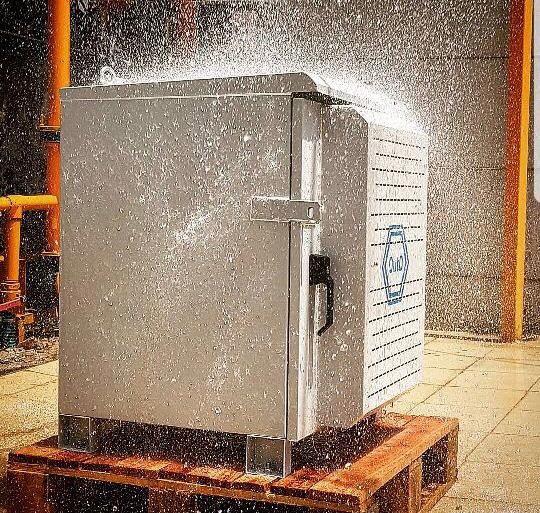
For IP-rated outdoor enclosures — the products where quality failure has the most expensive consequences — we perform 100% water ingress testing on every single cabinet. Not sample-based, not batch-tested: every unit is individually water-tested before it leaves our facility. A single failed gasket on a telecom street cabinet or battery enclosure can cause water damage to electronics worth many times the cabinet’s cost, followed by a site visit, a service outage, and a customer escalation.
Our quality system is built around calibrated measuring instruments, product-specific quality checksheets, material traceability, and serial-number-level documentation. We are not a laboratory — we are a production factory with practical, applied quality controls designed to deliver conforming products consistently.
The most expensive way to manage quality is to manufacture an entire batch and then inspect every unit at the end to separate good from bad. By that point, every bad unit has already consumed material, machine time, welding gas, powder coat, and assembly labour. Our approach is different: we inspect at the completion of each manufacturing stage and catch issues before the part accumulates more value. A blank that’s 0.5 mm off-dimension is caught after laser cutting (cost: one blank). If it reaches welding, the cost is an entire welded assembly. If it reaches powder coating, add the coating cost. If it reaches final assembly, the cost is a complete unit plus the time spent disassembling and reworking it.
Every product manufactured at Eterna has a dedicated quality checksheet that lists the inspection points, acceptance criteria, and sampling rates for each stage of production.
Incoming material inspection
Grade • thickness • surface • MTC verification
Raw sheet metal is verified against the purchase specification before it enters production.
Post-blanking / post-cutting inspection
Dimensions • hole positions • edge quality • quantity
After laser cutting or stamping, flat blanks are checked before moving to forming.
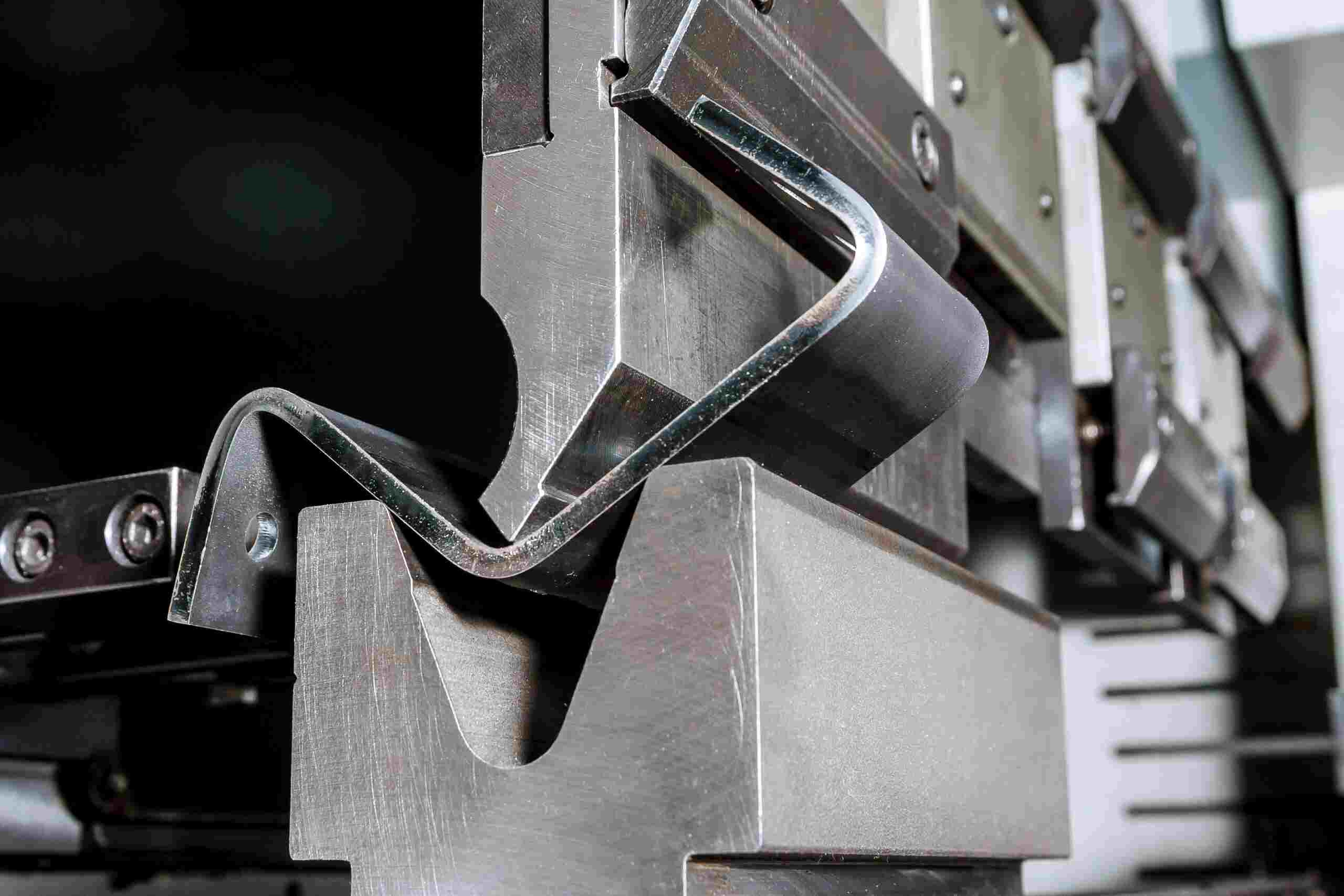
Post-forming inspection
Bend angles • flange dimensions • hole-to-bend integrity
After CNC press-brake forming, parts are checked for angular accuracy and formed dimensions.
After welding, assembled frames and structures are inspected for weld integrity and geometric accuracy.
After powder coating, finish quality is verified before parts proceed to assembly.
After assembly and integration, every unit undergoes final functional and visual inspection.
IP ingress protection is a binary pass/fail characteristic. A cabinet either keeps water out, or it doesn’t. There is no “partially IP65” — a single unsealed cable gland, one improperly compressed door gasket, or a tiny gap at a hinge corner compromises the entire enclosure. And because the consequences of IP failure are severe (water-damaged electronics, service outages, expensive site visits), we take the position that sample-based testing is not adequate for IP-rated products. Every single IP-rated cabinet we manufacture is individually water-tested in our in-house test facility before dispatch. If it leaks, it doesn’t ship.
Test standard: IEC 60529, applied at the IP level specified for the product (IP55, IP65, or IP66).
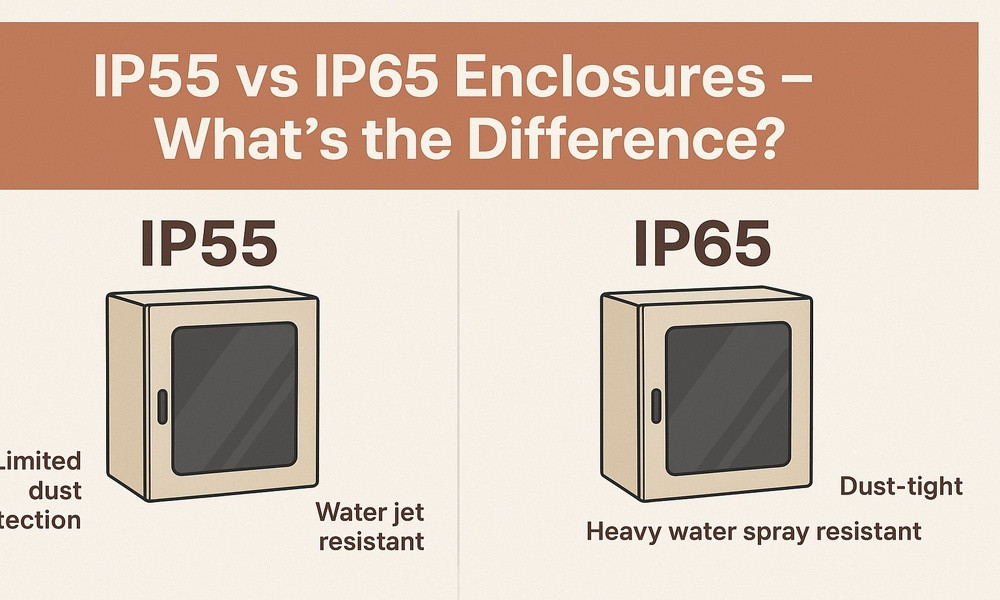
IP55: Low-pressure water jets from all directions — no harmful quantity of water enters the enclosure.
IP65: Same water-jet test as IP55, plus dust-tight seal verified by gasket compression and door seal engagement.
IP66: Powerful water jets from all directions at higher pressure and flow rate than IP65. Requires robust gasket compression and sealed cable entries.
Post-test inspection: Cabinet opened after testing. Interior inspected for any moisture. Result recorded on the unit’s quality checksheet. Any failure investigated, gaskets re-seated or replaced, and the unit re-tested until it passes.
Recyclable water setup: Our test facility collects and recirculates water, minimising waste.
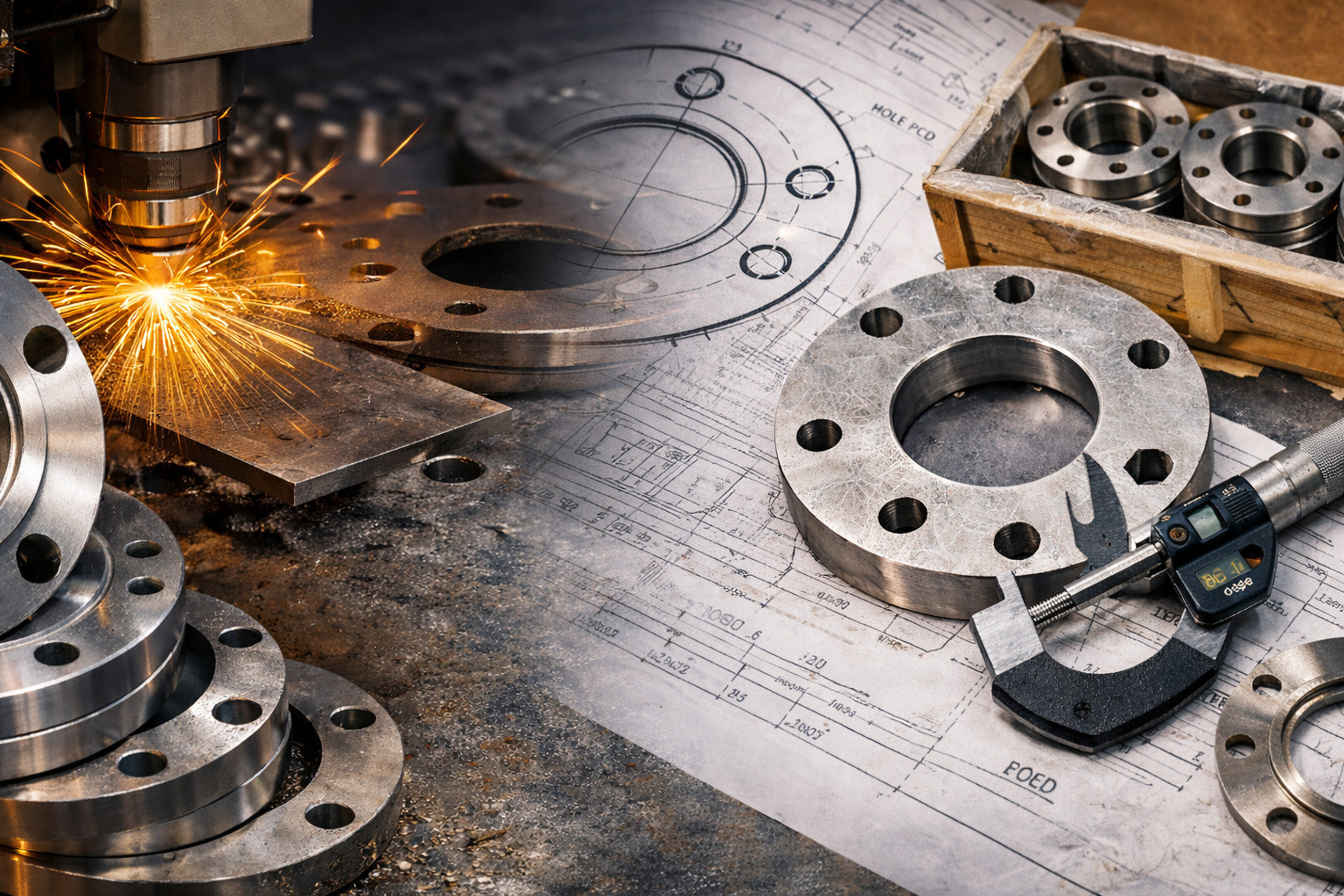
Vernier calipers (±0.02 mm): Primary dimensional measurement tool for part dimensions, flange heights, hole positions, and overall enclosure dimensions. Multiple calibrated sets available across the shop floor.
Micrometers (±0.01 mm): For material thickness verification, precision features, and critical dimensions where caliper resolution is insufficient.
Height gauges: For measuring vertical dimensions on a surface plate — rail heights, mounting boss positions, and frame squareness checks.
Steel rules and tape measures: For overall enclosure dimensions (height, width, depth) and quick-reference checks during production.
Go/no-go pin gauges: For verifying hole diameters on stamped and laser-cut parts — fast pass/fail check without measurement interpretation.
Coating thickness gauge (DFT): Calibrated electronic gauge for measuring dry film thickness of powder coat. Used on every coating batch with random sampling per load.
Cross-cut adhesion test kit (ISO 2409): Lattice cutter and tape for coating adhesion classification. Class 0 or 1 required for acceptance.
Protractor / angle gauge: For verifying bend angles on formed parts.
Multimeter and megger: Continuity testing and insulation resistance testing for electrically integrated cabinets. Earth continuity verified on every wired unit.
IP water test facility: In-house water spray setup for IEC 60529 testing at IP55, IP65, and IP66 levels. Recyclable water system.
Calibration: All measuring instruments calibrated at defined intervals with calibration certificates traceable to national standards. Due dates tracked and instruments removed from service when calibration expires.
Serial number: Every assembled product carries a unique serial number assigned at the start of assembly. This serial links to the production order, BOM revision, material batch, assembler ID, inspector sign-off, IP test result (where applicable), and date of manufacture.
Material batch: Incoming raw material is linked to the supplier’s MTC (material test certificate) recording grade, thickness, chemical composition, and mechanical properties. The material batch number follows the material through production.
Quality records: The signed quality checksheet, any inspection measurements, coating DFT readings, adhesion test results, and IP test result are filed against the unit’s serial number. For multi-site deployments of hundreds of cabinets, any field issue can be traced back to the specific production batch, material, and personnel.
The documentation included with each shipment depends on what the customer requires. Typical packages include:
Standard: Packing list with serial numbers, delivery challan, and basic inspection clearance.
Enhanced (common for OEM programs): Packing list, quality certificate, DFT coating report, IP test certificate (for IP-rated products), and material traceability summary.
Full traceability (for critical applications): All of the above plus individual serial-level inspection records, mill test certificates, coating adhesion test results, and photographic documentation of key assembly stages.
Tell us during the quotation stage what documentation level your procurement or quality team requires, and we build it into the production quality plan from day one.
Schedule a factory visit or request our quality documentation package — we’re happy to show how we work.













-20082508144130.jpg)
-20082508385589.jpg)


-29112509574730.jpg)



-18122502213226.png)